高频设备中型材散热器的电磁兼容设计关键。开关电源的散热器需避免形成电磁谐振腔,通过在表面铣削 0.5mm 深的沟槽,破坏电磁波反射路径,使辐射打扰降低 10-15dBμV/m。与器件之间加装 0.2mm 厚的聚酰亚胺垫片(介电常数 3.4),既满足 1kV 绝缘要求,又将接触热阻控制在 0.04℃/...
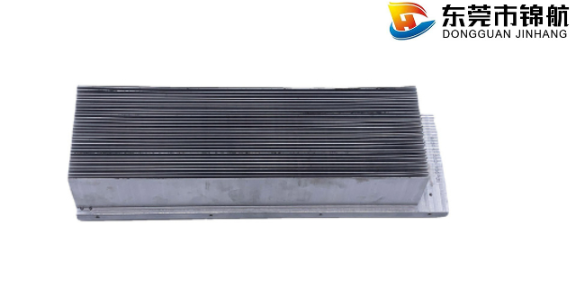
型材散热器基本参数
- 品牌
- 锦航
- 型号
- 型材散热器
- 加工定制
- 是
型材散热器企业商机
LED 照明设备(如 LED 灯管、工矿灯、庭院灯)的关键痛点是 LED 芯片结温过高导致光衰(结温每升高 10℃,光衰率增加 5%~10%),型材散热器需通过高效散热将结温控制在≤120℃,同时适配照明设备的安装与外观需求。LED 灯管(长度 1.2m,功率 18~24W)采用长条形型材散热器(与灯管长度匹配),材质选用 6063 铝合金(轻量化且导热均匀);齿高 5~8mm,齿间距 2~2.5mm,通过自然对流散热;底座设计为 U 型槽结构(嵌入 LED 铝基板,接触面积提升 40%),并涂抹导热双面胶(导热系数 1.5~3W/(m・K)),确保热量快速传导;表面采用白色阳极氧化(反射光线,提升照明效率),避免黑色氧化吸收光线。铲齿散热器在汽车领域的应用较为多,更好的降低车辆的运行温度。昌平区光学型材散热器加工

型材散热器的材质选择需平衡导热性能、加工性能、成本与应用场景需求,主流材质为铝合金,不同型号的铝合金特性差异明显,适配场景各有侧重。6063 铝合金是常用的型号,其优势在于挤压性能优异(流动性好,易填充复杂模具型腔)、导热系数较高(201W/(m・K))、表面处理效果佳(阳极氧化后膜层均匀且附着力强),成本适中,适用于中低功率散热场景(如 LED 灯具、电源适配器,散热功率 20~100W)。6061 铝合金在 6063 基础上添加了镁、硅元素,强度更高(抗拉强度 205MPa,比 6063 高 30%~40%),导热系数略低(155~180W/(m・K)),加工难度稍大,适用于对结构强度有要求的场景(如汽车底盘电子模块、工业控制柜,需承受振动或冲击)。5052 铝合金导热系数约 140W/(m・K),但耐腐蚀性极强(优于 6063、6061),适合户外潮湿或腐蚀性环境(如海边 LED 路灯、船舶电子设备)。纯铝(1060 型号,导热系数 237W/(m・K))虽导热性能比较好,但强度低(抗拉强度 95MPa),挤压成型后易变形,适用于低功率、无外力作用的场景(如小型传感器散热)。材质选择需遵循 “功率优先、环境适配” 原则:中低功率 + 常规环境选 6063,高功率 + 强度需求选 6061,腐蚀环境选 5052,导热需求选纯铝。山西6063未时效型材型材散热器加工散热器的选购需要根据电子设备的用途和功能进行选择,以适应不同的需求。
型材散热器与相变材料的复合应用。在脉冲负载设备中,基板内嵌石蜡基相变材料(相变潜热 200J/g,熔点 55℃),通过固 - 液相变吸收峰值热量,使温度波动幅度降低 40%。相变材料封装采用 0.1mm 厚铝箔,热阻≤0.01℃/W,且与型材通过导热胶(导热系数 3W/(m・K))紧密结合。实验数据显示,在 50W 脉冲(占空比 50%)下,可延长器件过热保护触发时间 3 倍以上。型材散热器的回收再利用体系日趋完善。报废散热器经拆解、分类后,铝合金可通过低温熔炼(660-700℃)回收,能耗较原生铝降低 90%,且力学性能只下降 5%。表面涂层通过电解剥离技术去除,环保性优于传统酸洗工艺。再生材料可用于中低端散热器生产,形成 “原料 - 产品 - 回收 - 再生” 的闭环,符合欧盟 RoHS 与 WEEE 指令要求。
型材散热器作为电子设备散热系统的关键组件,其设计直接关联设备运行稳定性。基于铝或铜等高热导率金属挤压成型,通过预设的鳍片结构扩大散热面积,实现热量从热源向空气的高效传递。工业级型材散热器通常采用 6063 铝合金,该材质兼具良好的导热性(约 201W/(m・K))与机械加工性能,经阳极氧化处理后可提升表面硬度与耐腐蚀性。其鳍片间距需根据应用场景优化,自然对流场景下间距多控制在 8-15mm,强制风冷时可缩小至 3-5mm 以增强气流扰动,平衡风压损失与散热效率。散热器的尺寸大小也各异,需要根据电脑主机的大小选择相应的尺寸。

型材散热器的成本优化需全流程管控。挤压模具采用 H13 热作模具钢,经真空淬火(硬度 50-52HRC),寿命可达 8 万次,较普通模具提升 60%。批量生产时采用连续挤压工艺,速度达 15m/min,材料利用率从 70% 提升至 90%。标准化设计使通用件占比≥80%,库存周转率提升 50%,有效降低资金占用。高温工况型材散热器的材料创新。在 200℃以上环境中,传统铝合金强度衰减明显,选用 2219 铝合金(T87 状态),其 150℃抗拉强度仍保持 380MPa,导热系数 170W/(m・K)。表面采用高温陶瓷涂层(厚度 10-15μm),耐氧化温度达 500℃,通过 1000 小时高温时效测试,热阻增量≤10%。设计预留热膨胀间隙(线性膨胀系数 23×10⁻⁶/℃),避免壳体挤压变形。铲齿散热器的外观美观大方,不会破坏设备的外观。山西1060型材型材散热器工艺
散热器可以让电脑设备冷却更快,运行更加流畅。昌平区光学型材散热器加工
汽车电子设备(如车载导航、空调控制器、电池管理系统 BMS)的工作环境恶劣(温度 - 40~125℃、振动 10~2000Hz、湿度 85% RH),型材散热器需具备优异的耐候性、抗振动性与耐高温性,同时满足轻量化要求(每降低 1kg 可提升燃油经济性)。车载导航与空调控制器散热功率 5~20W,采用小型化型材散热器(尺寸 50~80mm×30~50mm×10~15mm),材质选用 6061 铝合金(强度高,抗振动);表面采用硬质阳极氧化处理(膜厚 15~20μm,硬度 HV300 以上),提升耐磨损与耐腐蚀性(可通过 500 小时盐雾测试无锈蚀);安装方式采用卡扣式(避免螺栓松动导致的振动异响),与设备外壳形成刚性连接,确保在 10~2000Hz 振动下无位移。昌平区光学型材散热器加工
与型材散热器相关的文章
长沙铲齿型材散热器批发
- 广东光学型材散热器批发 2025-12-28
- 中山光学型材散热器 2025-12-28
- 六安热管型材散热器性能 2025-12-28
- 长沙CPU型材散热器优点 2025-12-28
- 合肥热管型材散热器加工 2025-12-28
- 太原铝型材型材散热器批发 2025-12-28
- 山西型材散热器定制 2025-12-28
- 北京铝型材型材散热器材质 2025-12-28
- 水冷型材散热器报价 2025-12-28
- 北京铝型材型材散热器优点 2025-12-28
- 中山电子型材散热器工艺 2025-12-28
- 昌平区光学型材散热器加工 2025-12-28
与型材散热器相关的产品


与型材散热器相关的新闻
-
广东1060型材型材散热器厂家 2025-12-27 08:05:10型材散热器的成本控制需平衡性能与工艺。挤压模具的复杂度直接影响成本,简单直鳍结构模具寿命可达 10 万次以上,而异形结构模具成本增加 30%-50%,寿命缩短至 5 万次。通过优化鳍片对称性、减少异形孔设计,可降低模具加工难度。批量生产时,采用连续挤压工艺(速度 10-20m/min)替代传统间歇式...
-
中山热管型材散热器生产 2025-12-27 10:04:55铜铝复合型材散热器突破单一材料局限。通过焊接或摩擦焊工艺,将紫铜(导热率 401W/(m・K))与铝合金结合,铜层厚度控制在 0.5-2mm,既保留铜的高效导热,又利用铝的轻量化特性。在 100W 功耗下,其热阻较纯铝型材降低 15%-20%,尤其适用于 CPU、GPU 等高热流密度器件。界面结合强...
-
江苏新能源型材散热器加工 2025-12-27 04:04:25型材散热器的材质选择需平衡导热性能、加工性能、成本与应用场景需求,主流材质为铝合金,不同型号的铝合金特性差异明显,适配场景各有侧重。6063 铝合金是常用的型号,其优势在于挤压性能优异(流动性好,易填充复杂模具型腔)、导热系数较高(201W/(m・K))、表面处理效果佳(阳极氧化后膜层均匀且附着力强...
-
江苏热管型材散热器加工 2025-12-27 09:04:44型材散热器的成本优化需全流程管控。挤压模具采用 H13 热作模具钢,经真空淬火(硬度 50-52HRC),寿命可达 8 万次,较普通模具提升 60%。批量生产时采用连续挤压工艺,速度达 15m/min,材料利用率从 70% 提升至 90%。标准化设计使通用件占比≥80%,库存周转率提升 50%,有效...
与型材散热器相关的问题
新闻资讯
产品推荐
-

长沙CPU型材散热器优点
2025-12-28 -

合肥热管型材散热器加工
2025-12-28 -

广东电子铲齿散热器厂家
2025-12-28 -
太原铝型材型材散热器批发
2025-12-28 -

山西型材散热器定制
2025-12-28 -

六安6063未时效型材铲齿散热器工艺
2025-12-28 -

北京铝型材型材散热器材质
2025-12-28 -
水冷型材散热器报价
2025-12-28 -
北京铝型材型材散热器优点
2025-12-28