东莞市晟鼎精密仪器有限公司的 RPS 检具具备标准化接口与强大的系统集成能力,可无缝融入企业现有生产体系。RPS 检具支持多种数据通信协议,可与三坐标测量机、激光扫描仪等检测设备联动,实现检测数据的共享与协同分析;通过标准化接口,RPS 检具可与工厂 MES、ERP 等管理系统对接,将检测数据实时上传至管理平台,实现生产质量的多面管控。在系统集成方面,晟鼎精密的工程师团队可根据企业现有生产流程,提供 RPS 检具的定制化集成方案,确保检测设备与生产设备、管理系统的高效协同。该 RPS 检具系统集成方案已帮助多家企业实现了质量检测的数字化、智能化升级,成为企业智能制造体系的重要组成部分。在石墨烯器件制备中实现无损转移。北京远程等离子源RPS服务电话

东莞市晟鼎精密仪器有限公司的 RPS 三维光学扫描设备,实现了模具制造中设计与检测的一体化流程,提升模具生产效率与精度。在模具设计阶段,RPS 可扫描现有模具或样品,生成三维数据用于模具设计参考,缩短设计周期;在模具加工过程中,RPS 可实时扫描加工中的模具,检测关键尺寸,及时调整加工参数,避免加工误差。在模具验收阶段,RPS 通过多面扫描模具型腔、型芯等关键部位,生成详细的检测报告,确保模具质量符合要求。该 RPS 设计与检测一体化方案可与模具 CAD/CAM 软件无缝对接,实现数据的快速传输与共享。目前,RPS 已应用于注塑模、冲压模等多种模具的制造,成为模具行业提升竞争力的中心 RPS 技术工具。浙江国内RPS冗余电源远程等离子工作时,本身的镀膜工艺是不工作的,没有直接接触有机发光材料,就不会对有机发光材质造成损伤。

东莞市晟鼎精密仪器有限公司的RPS远程等离子体源,在光伏电池钝化工艺中实现重大突破,助力光伏产业提升发电效率。钝化工艺是提升光伏电池开路电压与填充因子的关键环节,RPS通过精细控制等离子体参数,在电池表面形成高质量钝化层,有效减少载流子复合。与传统钝化技术相比,RPS处理后的钝化层均匀性更好,表面态密度降低30%以上,使电池转换效率提升0.5%-1%。RPS支持大尺寸硅片加工,可适配182mm、210mm等主流硅片规格,单台设备每小时可处理2000片以上硅片,满足光伏产业量产需求。在成本控制方面,RPS通过优化气体配比与能量利用,使单位硅片处理成本降低15%。目前,该RPS钝化方案已被多家光伏企业采用,成为提升光伏电池性能的中心RPS装备。
东莞市晟鼎精密仪器有限公司的 RPS 检具检测系统,具备强大的数据智能化分析能力,为企业质量控制提供数据支撑。RPS 检测设备可自动采集定位点偏差、平面度、孔位精度等关键数据,生成详细的检测报告与 CPK 趋势图,直观反映生产质量状况。通过与大数据分析平台联动,RPS 检测数据可用于生产工艺优化,识别导致偏差的关键因素,指导生产参数调整。RPS 系统支持历史数据追溯,可查询不同批次产品的检测记录,为质量问题排查提供依据。利用机器学习算法,RPS 可建立定位偏差预测模型,根据前序检测数据预测后续产品的质量趋势,实现预防性质量控制。该 RPS 数据智能化分析方案已应用于多家制造企业,帮助企业提升生产稳定性与产品合格率,成为智能制造的中心 RPS 数据工具。在燃料电池制造中优化电极界面。

东莞市晟鼎精密仪器有限公司推动 RPS 检具检测流程的标准化与自动化,大幅提升了汽车零部件检测的效率与稳定性。RPS 检测流程严格遵循 “准备 - 校准 - 装夹 - 检测 - 判定” 的标准化步骤,从检具硬件校准到数据记录输出,每个环节都制定了明确的操作规范。在自动化升级方面,RPS 检测系统引入机器人搭载三坐标测量头或激光扫描仪,实现零部件 RPS 定位点的全自动检测,减少人工干预导致的误差。RPS 检测软件具备自动拼接、偏差分析、报告生成等功能,可实时显示检测结果,通过绿 / 黄 / 红指示灯直观提示合格状态。该 RPS 标准化检测流程的检测节拍时间可控制在 30 秒 / 件以内,满足生产线在线检测需求。通过数字化管理,RPS 检测数据可追溯、可分析,帮助企业优化生产工艺,提升产品质量,成为汽车制造智能化升级的中心 RPS 支撑。远程等离子体源以其高效、无损伤的处理效果,在半导体制造中发挥着越来越重要的作用。河北国内RPS电源
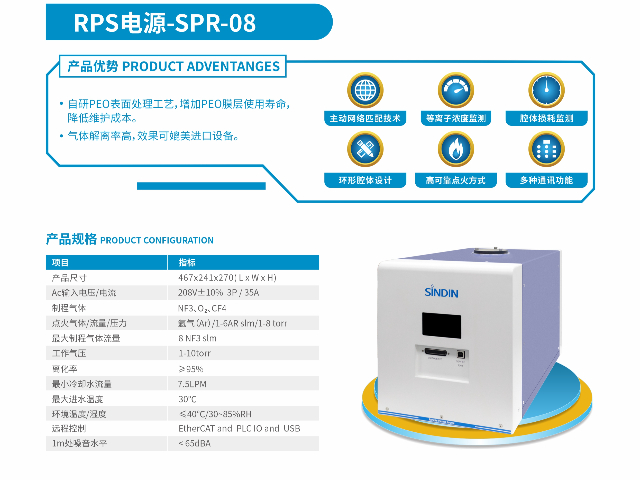
晟鼎RPS自研PEO表面处理工艺,增加PEO膜层使用寿命,降低维护成本。北京远程等离子源RPS服务电话
东莞市晟鼎精密仪器有限公司制定的 RPS 检具设计规范,成为汽车行业高精度检测的重要参考标准。RPS 检具设计严格遵循定位一致性原则,确保检具的 RPS 定位结构与零部件在车身上的装配定位完全一致,包括定位销孔位置、定位面形状等关键参数。在精度匹配上,RPS 检具定位元件的制造精度高于零部件公差要求,例如零部件孔位公差为 ±0.2mm 时,RPS 检具销钉公差控制在 ±0.05mm 以内。RPS 检具具备快速装夹、稳定支撑的特点,通过机械锁紧装置固定零部件,避免人为操作导致的检测误差。为保障检测可靠性,RPS 检具需定期通过三坐标测量机进行校准,销钉间距公差需维持在≤±0.03mm,定位面平面度≤0.02mm。该 RPS 检具设计方案已应用于多家主流车企,有效提升了零部件检测效率与准确性,成为汽车制造质量控制的中心 RPS 工具。北京远程等离子源RPS服务电话