ASHOOTER热补偿模型:匹配设备实际热变形规律材质参数的准确性需根据设备轴系、壳体的实际材质输入热膨胀系数(如泵轴为42CrMo时α=12.5×10⁻⁶/℃,电机壳为灰铸铁时α=10.8×10⁻⁶/℃),避免默认参数与实际不符导致补偿偏差(误差>5%时需手动校准)。对于复合材料部件(如衬塑泵壳)...
泵轴热补偿对中仪基本参数
- 品牌
- HOJOLO,LEAKSHOOTER,SYNERGYS
- 型号
- 爱司500
- 类型
- 气体检漏仪
- 电源
- 220
- 加工定制
- 是
- 重量
- 1
- 产地
- 苏州
- 厂家
- 汉吉龙测控技术有限公司
泵轴热补偿对中仪企业商机
热变形模型构建与实时迭代材料特性数据库内置20余种金属/复合材料热膨胀系数库(如316不锈钢α=16×10⁻⁶/℃,Inconel718α=13×10⁻⁶/℃),支持用户自定义输入特殊材质参数。系统根据设备材质、轴长、温度梯度自动生成分段热膨胀模型(如每5℃为一个补偿段)。ASHOOTER对中仪动态补偿算法**采用卡尔曼滤波+有限元耦合算法,实时融合温度、几何、振动数据:预补偿计算:基于当前温度预测轴系热伸长量ΔL=α×L×ΔT,结合激光测量的初始偏差,生成冷态调整建议(如电机需垫高);动态修正:设备运行中,若温度波动超过±2℃,算法自动更新补偿量,并通过振动频谱分析验证补偿效果(如2倍转频频段幅值下降>30%视为有效)。AI学习与自优化系统内置历史数据学习模块,分析设备运行3个月以上的温度-偏差-振动数据,利用机器学习识别热变形规律,生成个性化补偿曲线。例如,某炼油厂离心泵经学习后,补偿精度从±±。 AS热膨胀智能对中仪的价格大概是多少?工业泵轴热补偿对中仪电话
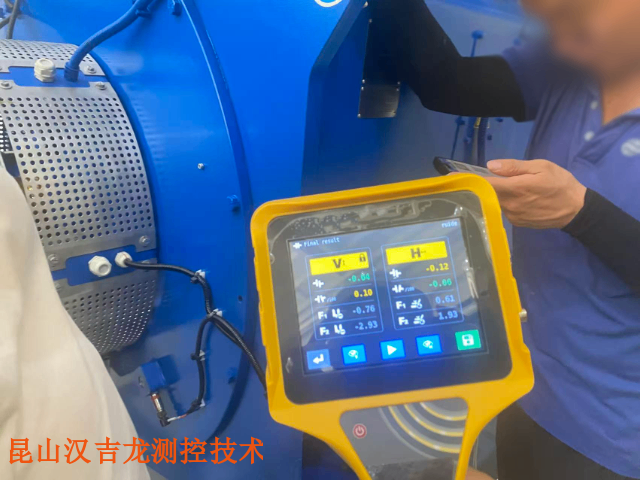
热态模拟测试:验证补偿算法与热变形规律的匹配性热补偿模式的**是通过温度数据预测轴系热变形量,需通过热态模拟测试验证算法是否贴合设备实际热变形规律:分步升温模拟测试对设备进行“阶梯式升温”:从冷态开始,通过低负荷运行、外部加热(如加热带)或自然升温,使设备温度逐步升高(如每升温10℃停机一次)。每次温度稳定后,同步记录:SYNERGYS热补偿模式预测的“热态对中偏差”(基于当前温度计算的补偿量);实际停机后(温度未骤降前)用激光对中仪测量的“真实热态对中偏差”。对比两者偏差:要求预测值与实际测量值的偏差≤(径向)或≤°(角度),且趋势一致(如温度升高时,电机轴向上抬升的方向与预测一致)。全工况热态数据采集在设备满负荷运行、达到稳定热平衡(温度波动≤2℃/30min)后,持续记录:SYNERGYS实时输出的“热补偿后目标对中值”(即冷态时应预留的补偿量);此时用便携式对中仪(需适应高温环境)直接测量热态下的实际对中偏差。验证逻辑:若热补偿模式准确,冷态按补偿量调整后,热态实际对中偏差应接近理想值(如≤)。工业泵轴热补偿对中仪电话AS热:膨胀智能对中仪操作界面的图标指引是否清晰易懂?

AS热膨胀智能对中仪的精度因型号不同而有所差异,主要型号的精度如下:ASHOOTER激光轴对中仪:采用635-670nm半导体激光发射器与30mm高分辨率CCD探测器,测量精度达±。AS500激光精密对中校正仪:***精度达±,且支持双激光束动态补偿,在长跨距(5-10米)场景中重复性≤。AS300多功能激光对中仪:采用双模激光传感系统(635-670nm半导体激光器+30mm高分辨率CCD探测器),可实现±。此外,AS热膨胀智能对中仪内置高精度数字倾角仪,精度达°,可实时修正设备因安装不水平或外界因素干扰导致的倾斜误差。同时结合精度为±℃的温度传感器,自动补偿设备运行中因热胀冷缩产生的尺寸变化,在-20℃-50℃的宽泛环境温度区间内,始终稳定输出高精度测量结果。
长期运行反馈:设备状态间接验证热补偿对中的**终目标是保障设备稳定运行,因此长期运行中的设备状态可间接反映补偿准确性。振动与磨损监测按SYNERGYS热补偿模式调整设备后,连续运行3~6个月,用振动分析仪(如SKF、派利斯)监测轴承座振动速度(烈度),应稳定在≤(ISO10816-3标准良好范围)。定期检查轴系轴承、密封件的磨损情况(如润滑油铁谱分析、密封泄漏量),与未使用热补偿时对比,磨损速率应降低≥30%,说明对中精度提升。能耗与效率验证对动力设备(如电机、泵),记录使用SYNERGYS热补偿前后的运行电流、功率因数,在相同负载下,电流应降低≥2%,功率因数提升≥,说明轴系附加损耗减少,对中状态优化。 AS热膨胀智能对中仪的精度等级是如何划分的?
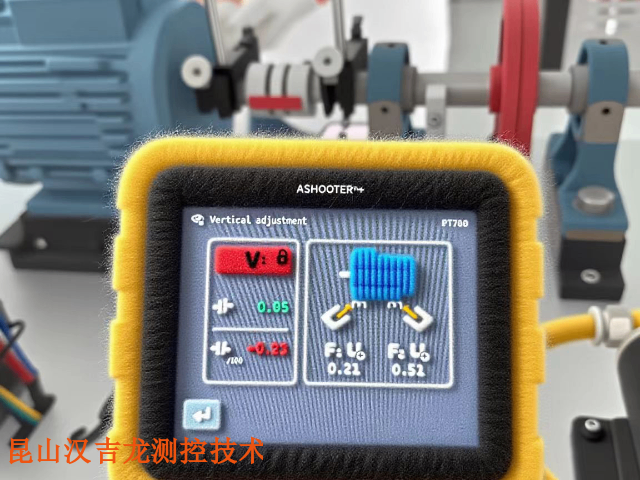
操作便捷性对精度的增益零门槛操作减少人为误差AS的“尺寸-测量-结果”三步法和自动计算补偿值功能,使非专业人员也能达到专业级精度。例如,某化工企业使用AS设备后,离心泵振动速度从8mm/s降至,达到ISO10816-3标准的良好等级。而Prüftechnik的OptalignEX虽有直观界面,但部分功能仍需手动输入参数。可视化引导提升调整效率AS的,实时显示调整方向和量值,避免传统二维界面的误判。Fixturlaser的EXO虽有图形化界面,但未实现动态3D模拟。行业场景适配的针对性优化立式设备专属解决方案AS针对立式泵、电机等设备集成自动垫片计算系统,可根据垂直度偏差和设备重量自动生成垫片厚度(精确至),替代传统试垫法,对中时间缩短50%以上。这一功能在Fixturlaser和Prüftechnik的产品中未见明确提及。预测性维护的精度延伸AS通过红外热成像(160×120像素,热灵敏度<50mK)和振动分析(10Hz-10kHz频率范围),将对中精度与设备健康状态关联。例如,当轴对中偏差达,系统可提**-6个月通过轴承温度异常升高预警,这种多维数据融合能力是其他品牌所欠缺的。S热膨胀智能对中仪的精度优势不仅体现在静态指标(如±)。 AS热膨胀智能对中仪的适用范围。黑龙江泵轴热补偿对中仪
泵轴热态补偿对中仪冷态校准预留量,热态运行无偏差。工业泵轴热补偿对中仪电话
ASHOOTER热补偿模型:匹配设备实际热变形规律材质参数的准确性需根据设备轴系、壳体的实际材质输入热膨胀系数(如泵轴为42CrMo时α=12.5×10⁻⁶/℃,电机壳为灰铸铁时α=10.8×10⁻⁶/℃),避免默认参数与实际不符导致补偿偏差(误差>5%时需手动校准)。对于复合材料部件(如衬塑泵壳),需通过实测获取热变形数据(可在停机升温过程中分段记录温度与偏差关系),自定义补偿曲线。分段补偿区间的合理性针对温度梯度大的设备(如高温泵进口端与出口端温差>50℃),需采用分段补偿模式,每段温度区间不宜过大(建议≤20℃),避免因线性假设误差累积。多工况设备(如切换介质温度的反应釜泵)需预设多组补偿参数,通过工况识别自动切换(如绑定电机电流、介质流量信号触发参数切换)。工业泵轴热补偿对中仪电话
与泵轴热补偿对中仪相关的文章

法国泵轴热补偿对中仪哪里买
- 红外泵轴热补偿对中仪哪里买 2026-03-09
- HOJOLO泵轴热补偿对中仪写论文 2026-03-07
- 经济型泵轴热补偿对中仪演示 2026-03-06
- 电机泵轴热补偿对中仪怎么样 2026-03-05
- 工业泵轴热补偿对中仪操作步骤 2026-03-04
- 汉吉龙泵轴热补偿对中仪连接 2026-03-03
- synergys泵轴热补偿对中仪公司 2026-03-02
- HOJOLO泵轴热补偿对中仪贴牌 2026-02-28
- 汉吉龙泵轴热补偿对中仪价格 2026-02-24
- 马达泵轴热补偿对中仪怎么样 2026-02-12
- 泵轴热补偿对中仪连接 2026-02-04
- 经济型泵轴热补偿对中仪批发 2026-02-04
与泵轴热补偿对中仪相关的产品

与泵轴热补偿对中仪相关的新闻
-
专业级泵轴热补偿对中仪工作原理 2026-02-01 18:12:11AS 泵轴热补偿对中升级仪为例,其温度传感器的测量精度可达 ±0.1℃,热补偿算法能够精确计算出不同温度下泵轴的热膨胀量,误差控制在 ±0.01mm 以内。在实际应用中,对于一台工作温度在 80℃ - 120℃之间的高温油泵,使用传统对中仪进行对中后,运行时轴系偏差较大;而采用 AS 泵轴热补偿对中...
-
专业级泵轴热补偿对中仪维修 2026-01-31 17:03:01源数据实时采集与同步温度场动态监测设备关键部位(如泵壳、轴承座、电机端盖)部署高精度温度传感器网络(如薄膜NTC热敏电阻,精度±℃,响应时间<5ms),形成分布式温度监测矩阵。传感器间距根据设备热传导特性设置(通常≤1米),覆盖热源(如机械密封、齿轮箱)和热敏感区域(如长轴中间段)。轴系...
-
经济型泵轴热补偿对中仪连接 2026-01-30 16:03:42特殊环境下的关键设备深海油气开采的水下泵这类泵在深海环境中面临低温高压与温度骤变(如水面25℃→深海5℃)。HOJOLO-SYNERGYS模式通过宽温域分段补偿(如-10-0℃、0-10℃、10-20℃)和压力-温度耦合算法,例如:技术突破:结合深海压力传感器数据,修正温度对轴系材料弹性...
-
synergys泵轴热补偿对中仪 2026-01-29 02:03:33现场动态对比:与基准方法/设备交叉验证在实际设备运行中,通过与成熟对中方法或冷态/热态实测数据对比,验证热补偿模式的现场适用性。冷态与热态补偿结果对比设备停机冷态(温度稳定24小时以上)时,用高精度激光对中仪(如福禄克、普卢福等品牌)测量轴系对中偏差(径向偏移、角度偏差),作为基准冷态数据。...
与泵轴热补偿对中仪相关的问题
新闻资讯
产品推荐
-

HOJOLO联轴器对中仪公司
2026-03-17 -

瑞典百分表对中仪技术参数
2026-03-17 -
HOJOLO百分表对中仪的作用
2026-03-17 -

耦合联轴器对中仪技术参数
2026-03-17 -

傻瓜式角度偏差测量仪制造商
2026-03-17 -

内蒙古机械故障激光对中仪
2026-03-17 -
常见联轴器对中仪定制
2026-03-17 -

基础款百分表对中仪技术参数
2026-03-17 -
福建温度疏水阀检测仪
2026-03-17