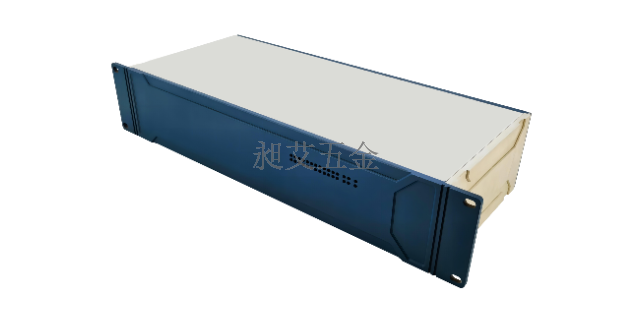
钣金机箱(尤其是冷轧钢板材质)若防锈处理不当,易在潮湿、腐蚀性环境中生锈,影响外观与使用寿命,常见防锈工艺及适配场景如下:1. 静电喷塑工艺:适合普通室内环境(如办公室、干燥车间),是常用的防锈工艺。流程:① 钣金件脱脂(去除表面油污)→ 磷化(形成磷化膜,厚度 5-10μm,增强涂层附着力)→ 静电喷涂(环氧树脂粉末,厚度 60-80μm)→ 高温固化(180-200℃烘烤 20 分钟)。优势:成本低(每平方米处理成本约 20 元)、颜色可选(如 RAL7035 工业灰、RAL9005 黑色)、耐刮擦(硬度≥2H,不易划伤);缺点:耐腐蚀性一般(耐盐雾测试 48 小时,适合湿度≤60% RH 的环境),涂层破损后易生锈。2. 镀锌 + 喷塑复合工艺:适合潮湿室内、轻度腐蚀环境(如食品加工车间、潮湿实验室)。流程:① 钣金件先热镀锌(锌层厚度≥80μm,形成基础防锈层)→ 脱脂→ 静电喷塑→ 固化。优势:耐腐蚀性提升(耐盐雾测试 120-168 小时,是单一喷塑的 2-3 倍),锌层与塑粉形成双重防护,即使涂层破损,锌层也能起到牺牲阳极保护作用;缺点:成本高(比单一喷塑高 50%),工艺周期长(需 7-10 天)。结构设计合理,昶艾钣金机箱便于后续维护与部件更换操作。通信设备钣金机箱外壳
钣金机箱材质对比:冷轧钢板 vs 不锈钢 vs 铝合金,该怎么选?不锈钢材质:优势是耐腐蚀性强(304 不锈钢耐盐雾测试 200 小时,316L 不锈钢达 500 小时),适合潮湿、腐蚀性环境(如化工车间、海边基站);表面无需额外涂层(拉丝或镜面处理),长期使用无涂层脱落风险;强度与冷轧钢板接近(抗拉强度 480-600MPa),可承载中等负载。缺点是成本高(304 不锈钢每吨约 8000 元);加工难度大(焊接、折弯需设备,加工费比冷轧钢板高 30%);重量大,不适合轻量化需求。通信设备钣金机箱外壳为高校及研究院提供解决方案,昶艾五金助力广东钣金机箱技术升级。
昶艾钣金机箱依托昶艾五金成熟的研发与制造体系,以高精度、强耐用、高适配性成为工业与电子设备外壳的推荐方案。从原材料甄选到成品出厂,全程执行严苛质量标准,选用质量冷轧钢板、不锈钢与铝合金板材,配合数控切割、精密折弯、激光焊接等先进工艺,确保每一台机箱结构稳固、尺寸精细、边缘平整。机箱表面经过静电喷塑、镀锌、氧化等多道处理,涂层均匀厚实,附着力强,耐磨抗刮,长期使用不易掉漆、不易生锈。凭借稳定的品质与完善的服务,昶艾钣金机箱进入医疗、电力、通信、自动化、新能源、、科研等领域,成为多家企业、高校与研究院的指定壳体方案,以可靠品质守护精密设备稳定运行,为客户提升产品整体质感与市场竞争力。
高压密封适配性,助力流体控制设备专为高压流体设备设计的压缩弹簧,采用耐高压密封材料与结构优化,在 30MPa 高压环境下,密封性能无泄漏,且弹力波动小于 3%。在石油开采的井口压力控制阀门中,弹簧可精细调节阀门开度,承受高压流体冲击,使用寿命达 5 年以上;在液压系统的溢流阀中,通过弹簧弹力稳定控制系统压力,压力偏差控制在 ±0.5MPa,确保液压设备安全运行,目前已广泛应用于中石油、中石化的油气开采设备中。智能监测功能集成,实现状态实时管控将微型传感器嵌入压缩弹簧内部,打造智能压缩弹簧,可实时监测弹簧的弹力变化、温度、振动等数据,并通过无线传输至控制系统。在风电设备的叶片变桨机构中,智能弹簧能提前预警弹力衰减趋势,当弹力下降 10% 时自动发出维护信号,避免设备故障;在桥梁减震系统中,通过监测弹簧振动数据,可实时评估桥梁结构健康状态,为桥梁维护提供精细数据支持,目前已在国内多座大型桥梁中试点应用。密封设计严谨,昶艾钣金机箱有效防尘防水保护内部元件。

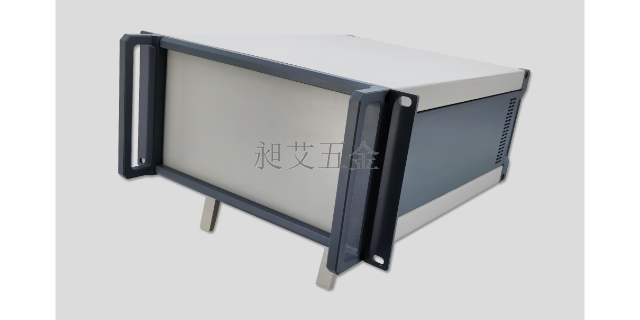
通信与自动化领域的快速发展,对钣金机箱的兼容性与适配性提出了更高要求,昶艾五金凭借灵活的设计与生产能力,为这些领域提供高质服务。通信设备种类繁多,接口与线路布局复杂,自动化设备则需要机箱能与各类传感器、执行部件精细配合。公司的技术团队会深入了解客户的设备参数与使用场景,针对性设计钣金机箱的内部结构,预留充足的接口位置与安装空间,确保机箱能完美适配不同型号的设备;同时,为提升通信设备的信号传输效率,还会对钣金机箱进行电磁屏蔽优化。目前,公司的钣金机箱已广泛应用于通信基站设备、工业自动化控制机柜等产品,成为通信与自动化企业稳定的合作伙伴。广东深圳钣金机箱厂家,具备先进生产设备与严格质检体系,确保产品稳定性与耐用性。河北机架式钣金机箱
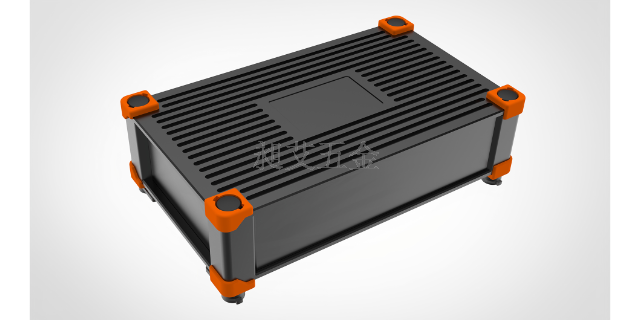
轻量化设计兼顾便携,昶艾钣金机箱不增加设备搬运负担。通信设备钣金机箱外壳
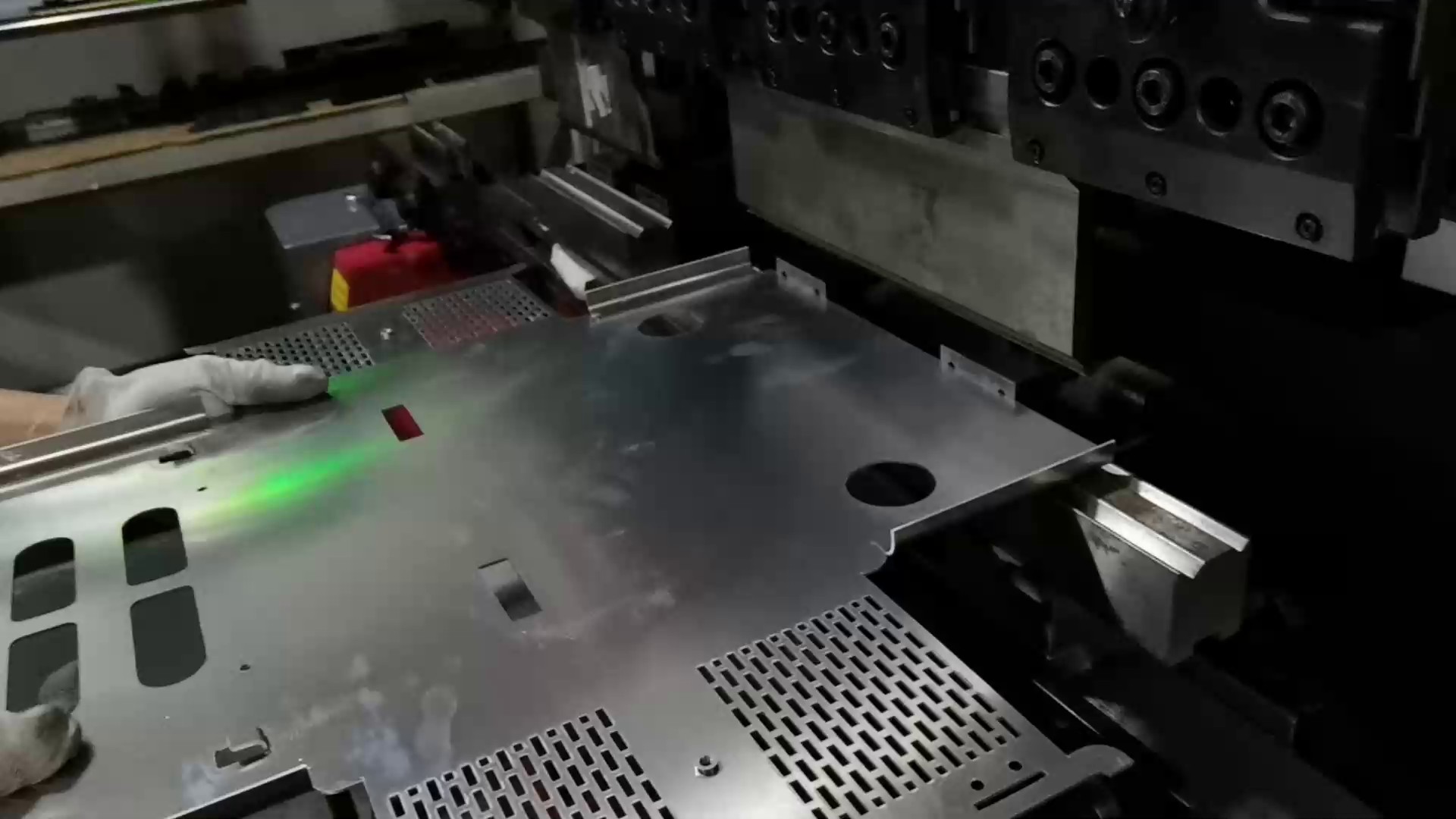
焊接工艺(组装):采用氩弧焊(不锈钢、铝合金)或二氧化碳气体保护焊(冷轧钢板)将折弯后的板材焊接成整体。关键要求:① 焊缝质量:焊缝高度≥板材厚度的 70%(如 2mm 厚钢板,焊缝高度≥1.4mm),无虚焊、漏焊(通过渗透检测确认);② 焊接变形控制:焊接后需通过校平机矫正(平面度误差≤0.3mm/m),避免箱体扭曲影响元件安装;③ 表面处理:焊接后打磨焊缝(粗糙度 Ra≤1.6μm),再进行喷塑、钝化等防锈处理。加工完成后,需通过 “尺寸检测”(用卡尺、千分尺测量关键尺寸)、“结构强度测试”(如顶部承重测试,100kg 重物放置 24 小时无变形)确保合格。通信设备钣金机箱外壳