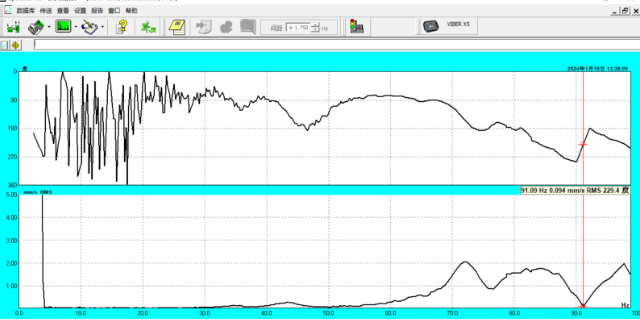
引风机振动检测服务是针对引风机及其驱动电机、轴承座等部件开展的状态监测工作,旨在评估设备运行状态,为维护提供参照。服务首先进行现场数据采集。技术人员使用振动分析仪和加速度传感器,在引风机轴承座、电机驱动端和自由端、机壳及基础底座等位置进行测量。记录振动速度、加速度和位移等参数,同时关注设备运行时的转速、温度及负载情况。随后进行信号处理与频谱分析。将采集的时域波形通过软件转换为频谱图,技术人员观察风机转频及其倍频成分的变化,分析不同频率下的幅值特征识别潜在状况。例如,转频幅值升高可能与叶轮平衡状态或叶片附着物有关;出现二倍频成分可能指向联轴器对中偏差或基础刚度变化;若出现与叶片通过频率相关的幅值升高,可能与气流扰动或叶片角度偏差有关;高频随机冲击特征则可能预示轴承状态变化。进行综合分析与报告出具。结合设备参数、运行工况及历史数据,技术人员对检测结果进行说明。服务交付物包含测点数据图表、频率特征标注、状况分析及维护建议,例如建议进行叶轮平衡校正、检查联轴器对中、清理叶片附着物或安排轴承检查,为后续维护提供参照。振迪检测的振动检测分析服务能够帮助您遵守安全标准。固有频率敲击测试

振动检测+诊断+治理一体化服务优势在工业设备运维领域,单一的振动检测服务已难以满足企业对设备可靠性的深层次需求。江苏振迪检测技术有限公司推出的“检测+诊断+治理”一体化服务模式,将三个环节无缝衔接,为客户提供从发现问题到彻底解决问题的完整解决方案。检测是基础。公司配备高精度振动传感器和多通道数据采集仪,在设备关键位置获取真实的振动幅值、相位、频谱及运行参数,确保原始数据准确可靠。诊断是关键。工程师团队运用频谱分析、轴心轨迹、伯德图等专业工具,结合多年现场经验,精细研判振动根源是转子不平衡、联轴器不对中、轴承故障还是基础松动,避免误判导致无效维修。治理是**。一体化服务的优势体现在三个方面:一是诊断精细,检测与诊断紧密结合,避免数据与现场脱节;二是治理高效,诊断结论直接指导治理实施,减少反复停机检测的时间损耗;三是成本降低,一次进场完成检测、诊断和治理全流程,节省人力和停机成本,避免重复维修带来的额外支出。江苏振迪检测技术有限公司通过一体化服务模式,帮助众多企业快速解决设备振动问题,保障大型机组安全稳定运行,成为工业企业值得信赖的技术合作伙伴。在线振动 监测我们提供在线和线下的振动检测分析服务。

大型机组不平衡故障诊断技术引言在大型旋转机械的运行过程中,转子不平衡是出现频率比较高的振动问题。当转子的质量中心与几何旋转中心不重合时,旋转中会产生周期性变化的离心力,从而激发机组振动。若不及时处理,这种振动会加剧部件磨损,甚至引发灾难性事故。因此,掌握不平衡故障的诊断方法,是保障机组安全、稳定、长周期运行的关键。故障源头:不平衡是怎么产生的?导致转子失去平衡的原因多种多样,贯穿了设备的制造、安装和运行全生命周期。
叶轮故障导致的压缩机振动问题分析压缩机叶轮是能量转换的**部件,其状态直接决定机组的振动水平。由于叶轮长期处于高速旋转和高压力介质环境中,极易发生磨损、腐蚀、结垢或机械损伤,是引发压缩机异常振动的主要原因之一。若不及时处理,叶轮故障可能导致效率下降、轴承损坏,甚至引发叶轮飞裂等重大事故。常见的叶轮故障类型包括:叶片磨损或局部破损,使转子质量分布改变,引发不平衡;介质结垢或腐蚀产物不均匀附着,导致叶轮质量渐进性失衡;叶片安装松动或叶轮与主轴配合间隙增大,产生非线性振动;以及叶轮流道堵塞,引起气流脉动增强。在振动特征方面,叶轮故障的表现较为复杂。当叶片破损或脱落时。专业治理方面,轻微的表面结垢可通过在线或离线清洗去除;叶片磨损或腐蚀需进行补焊修复或更换新叶轮;叶轮修复后必须重新进行动平衡校正。同时应检查轴承间隙和转子对中状态,消除关联故障。江苏振迪检测技术有限公司在压缩机叶轮故障诊断方面经验丰富,拥有高频数据采集系统和专业分析团队,可精细识别各类叶轮故障,并提供清洗、修复、动平衡及现场调试一体化服务,确保压缩机安全高效运行。我们的振动检测分析技术能够检测出潜在的设备问题。

振动治理为什么必须现场检测许多企业在设备振动异常时,往往依赖经验判断直接维修,但振动问题成因复杂,同一表象可能对应不同故障根源。现场检测之所以不可替代,在于其能够获取设备真实运行状态下的***手数据。现场检测的**优势主要体现在三个方面。首先是获取真实运行数据。设备在带负荷、实际工况下的振动特征,与停机状态或空转时完全不同。现场采集的振动幅值、相位、频谱和温度等参数,能够真实反映设备健康状态。其次是精确判断故障根源。通过多点布置传感器和频谱分析,可以清晰区分振动来源是转子不平衡、联轴器不对中、轴承损坏还是基础松动,避免误判导致无效维修。第三是避免重复检修。精细诊断一次到位,减少反复停机和拆检带来的时间与经济损失。专业现场检测需要依托高精度振动传感器、多通道数据采集仪和专业分析软件,同时结合工程师的丰富经验,对频谱特征、相位关系和趋势变化进行综合研判。江苏振迪检测技术有限公司拥有先进的现场检测设备和经验丰富的技术团队,能够快速完成机组振动诊断,准确定位问题根源,并提供针对性治理方案,帮助企业高效解决振动问题,保障设备长期稳定运行。振迪检测振动检测分析服务覆盖一站式,快速定位设备振动源,提供有效维修方案,降低故障风险。内圆磨床异常振动分析
振迪检测使用振动检测技术,为您的设备提供周到的保护。固有频率敲击测试
齿轮箱振动检测服务是针对齿轮箱及内部齿轮、轴承等传动部件开展的状态监测工作。其服务流程通常包含前期准备、现场数据采集、信号分析与故障诊断、报告出具四个环节。服务开展前需要进行前期准备。技术人员需了解齿轮箱的设备参数,包括输入输出转速、齿轮齿数、轴承型号及传动方式,以便计算齿轮啮合频率等特征频率,为后续分析设定参照基准。现场数据采集是基础环节。技术人员使用振动分析仪和加速度传感器,在齿轮箱的输入输出轴承座、箱体各方向的测点进行测量。采集参数通常包括振动速度、加速度,重点记录时域波形和频谱数据,同时关注设备运行时的转速和负载情况。信号处理与故障诊断是后续步骤。将现场采集的数据通过软件进行分析,技术人员主要关注两方面特征。一是频谱中齿轮啮合频率及其边频带的变化,啮合频率幅值升高且边频丰富,可能反映齿轮存在均匀磨损或齿面载荷分布变化;二是时域波形中的冲击特征,周期性冲击往往指向齿轮局部损伤如断齿或裂纹,非周期性冲击可能与轴承故障有关。固有频率敲击测试