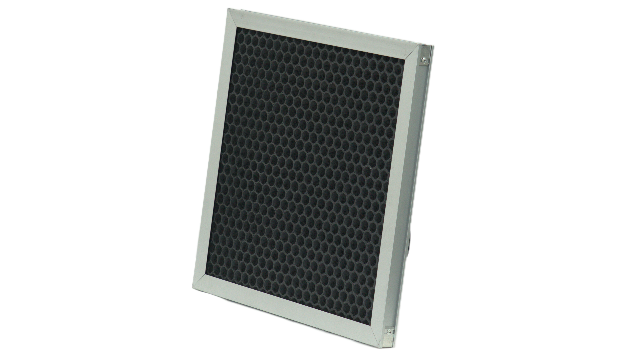
- 品牌
- 南京爱能
- 型号
- AN-HX
- 类型
- 普通过滤器
- 壳体材质
- 铝合金
- 滤料更换方式
- 一次性使用
- 加工定制
- 是
- 样式
- 厢式,板框式
- 用途
- 除尘,空气过滤,防尘
- 原理
- 吸附法
化学过滤器的环境友好性设计是当前行业发展的重要方向。传统过滤介质再生过程中可能产生二次污染物,如热再生时解吸的废气需进一步处理,溶剂再生后的废液需合规处置。为减少环境影响,研发方向包括开发可生物降解的吸附介质、利用可再生能源(如太阳能)进行热再生、采用闭环溶剂回收系统等。此外,过滤器的框架材料逐步向轻量化、可回收的工程塑料转移,减少金属消耗与废弃物产生。在废弃介质处理方面,建立规范的回收体系,对饱和介质进行无害化处理或材料再生,符合循环经济理念。环境友好型化学过滤器的推广不仅能降低应用成本,还能提升整个净化行业的可持续发展水平,满足日益严格的环保法规要求。化学过滤器依靠活性炭、分子筛等吸附材料,去除气体中的有害化学物质。西藏化学过滤器销售厂

化学过滤器的介质表面改性技术可明显提升特定污染物的去除效果。通过负载金属盐、酸碱试剂或催化剂,改变介质表面的官能团性质,增强对目标污染物的选择性吸附或催化反应能力。例如,在活性炭表面负载铜盐可提高对硫化氢的催化氧化能力,将其转化为单质硫固定在介质表面;负载氨基基团的分子筛对二氧化碳的吸附容量比普通分子筛提高 30% 以上。表面改性技术还能改善介质的疏水性或亲水性,适应不同湿度环境的需求。这种定制化的介质设计使化学过滤器能够更准确地应对复杂的污染物成分,是提升过滤效率的重要技术手段。西藏化学过滤器销售厂化学过滤器的风速设计需合理,过高风速会降低吸附效果。
化学过滤器在电子洁净室中的应用具有严格的技术要求。电子行业对空气中的分子级污染物(如胺类、硫氧化物、挥发性有机酸)极为敏感,这些污染物可能导致芯片表面污染、光刻胶性能改变,进而影响产品良率。此类场景中化学过滤器需采用高纯度的吸附介质,避免自身释放杂质污染洁净环境,同时要求极低的残留挥发性有机物(VOCs)含量。过滤结构通常设计为紧凑的模块化单元,与洁净室的通风系统紧密集成,确保气流均匀分布且压降控制在合理范围。为监测过滤效果,需配置在线气体检测仪实时监控目标污染物浓度,结合介质的吸附饱和度计算更换周期,避免因介质失效导致洁净度超标。这种高精度的应用场景凸显了化学过滤器在控制分子污染方面的不可替代性,其性能直接关联到先进制造业的生产质量。
化学过滤器的介质毒性评估针对处理有毒污染物的场景。当过滤氢、光气等剧毒气体时,需确保介质本身无毒性且能安全固定污染物,避免泄漏或意外释放造成人员伤亡。毒性评估包括介质对污染物的吸附形态(物理吸附或化学固定)、吸附过程的稳定性、极端条件下(如火灾)的安全性等。例如,处理氢的化学过滤器需使用负载铜盐的活性炭,通过催化反应将氢转化为毒性较低的铜固定在介质中,同时过滤器需采用全封闭的金属外壳,配备泄漏检测装置,确保在任何工况下都能安全运行。严格的毒性评估与安全设计是高危环境中化学过滤器应用的必要前提。医药车间用化学过滤器,可有效去除空气中的微生物和挥发性有机化合物。
化学过滤器在汽车制造涂装线中的应用是控制 VOCs 排放的关键环节。涂装过程中喷涂、晾干工序释放大量苯系物、酯类等有机废气,化学过滤器通常作为末端处理设备与 RTO(蓄热式焚烧炉)配合使用,对焚烧后的尾气进行深度净化,确保排放浓度低于 50mg/m³。考虑到废气中可能含有漆雾颗粒,需在前端设置多级过滤:初效去除大颗粒漆渣,中效过滤细粉尘,再由化学过滤器吸附残留的有机气体。过滤介质选择高碘值活性炭,增强对多种 VOCs 的吸附能力,同时采用模块化设计便于在线更换,不影响涂装线的连续生产。这种组合工艺既满足环保要求,又保障了汽车涂装的高质量生产环境。化学过滤器应用于垃圾焚烧厂,处理烟气中的二噁英等有害物质。西藏化学过滤器销售厂
化学过滤器的滤材需具备抗化学腐蚀能力,延长使用寿命。西藏化学过滤器销售厂
化学过滤器的介质再生效率测试是评估再生工艺可行性的关键。再生效率定义为再生后介质吸附容量与初始容量的比值,需在标准再生条件下进行多次循环测试,观察容量衰减趋势。例如,某活性炭经过 10 次热再生后,对甲苯的吸附效率从 90% 降至 75%,表明其再生寿命为 10 次左右。再生效率测试还需考虑污染物的脱附率,确保再生过程中污染物的去除率超过 95%,避免再生不彻底导致的二次污染风险。通过再生效率测试,可确定介质的很好再生次数与工艺参数,为工程应用中再生系统的设计提供数据支撑,平衡再生成本与介质更换成本。西藏化学过滤器销售厂
- 甘肃怎么样化学过滤器价格优惠 2026-04-17
- 天津新风化学过滤器 2026-04-16
- 贵州常见化学过滤器售后服务 2026-04-14
- 上海常见化学过滤器生产商 2026-04-13
- 江西常见化学过滤器销售厂 2026-04-08
- 青海品牌化学过滤器技术指导 2026-04-07
- 云南关于化学过滤器工厂直销 2026-04-06
- 湖南怎么样化学过滤器常用知识 2026-04-02
- 吉林常见化学过滤器价格优惠 2026-04-01
- 西藏化学过滤器销售厂 2026-03-27
- 河北如何化学过滤器 2026-03-26
- 质量化学过滤器产品介绍 2026-03-09