- 品牌
- 工研
- 型号
- 齐全
- 厂家
- 成都工具研究所有限公司
内孔磨加工主动测量仪可增强对复杂内孔结构的加工适配性。内孔结构多样,包括阶梯孔、盲孔、锥孔等,传统测量工具因结构限制难以适配复杂内孔的测量需求。内孔磨主动测量仪的传感器可根据内孔结构特点进行定制,如针对盲孔设计可伸缩探针,针对锥孔配置角度感应组件,确保在磨削过程中始终保持有效测量。这种适配性使复杂内孔的各个关键部位都能得到实时监测,避免因结构复杂导致的局部尺寸失控,拓宽了内孔磨削加工的适用范围,满足多样化零件的内孔加工需求,提升设备对复杂工艺的处理能力。磨加工主动测量仪的出现推动了磨削工艺向更高精度、更稳定质量的方向发展。成都在线主动测量系统哪家好
在线磨加工主动测量仪可提升能源与资源利用效率。磨削过程中,设备空转、过度加工等情况会造成能源和材料的浪费,传统加工方式缺乏精确控制易出现此类问题。在线主动测量仪能根据实时尺寸数据精确控制磨削进程,当工件达到目标尺寸时立即停止加工,避免无效的砂轮运转和材料切削,减少电能、砂轮损耗及工件材料浪费。同时,通过优化加工参数,可降低设备在非必要工况下的能耗,使能源消耗与加工量形成精确匹配。这种高效利用能力符合绿色生产理念,在提升加工效率的同时降低资源消耗,为企业减少生产成本的同时提升环保绩效。成都在线主动测量系统哪家好磨加工主动测量仪的测量频率需与磨削进给速度相匹配,确保数据采集的完整性。

内孔磨加工主动测量仪有助于优化内孔加工的冷却润滑协同。内孔磨削时,冷却润滑不充分会导致磨削热积累,影响尺寸精度和表面质量,传统冷却控制难以与加工状态联动。内孔磨主动测量仪可将实时尺寸数据与冷却润滑系统关联,当检测到磨削区域温度升高(通过尺寸变化速率间接判断)时,自动增加冷却液流量或调整喷射角度,确保冷却润滑效果与磨削强度匹配;当进入精磨阶段时,适当降低流量以减少对测量精度的干扰。这种协同控制能力减少了磨削热对尺寸精度的影响,降低了工件表面烧伤风险,同时避免了冷却液的浪费,提升内孔加工的环境友好性和经济性。
凸轮轴磨加工主动测量仪能优化凸轮轴的磨削路径策略。凸轮型面的非对称结构要求磨削路径随轮廓动态调整,传统固定路径模式难以兼顾效率与精度。主动测量仪根据实时采集的凸轮型面数据,结合材料硬度分布特点,自动规划差异化磨削路径:在曲率变化大的部位采用慢进给、小步距的精细磨削,在平缓部位采用快进给模式快速去除余量。这种智能路径策略在保证型面精度和表面质量的前提下,大幅缩短了磨削时间,减少了砂轮与工件的无效接触,降低磨削热的产生,避免因过热导致的材料性能退化,同时提升单位时间的加工效率,优化生产节拍。磨加工主动测量仪的测量探头设计需适应磨削环境,具备一定的抗粉尘和冷却液干扰能力。

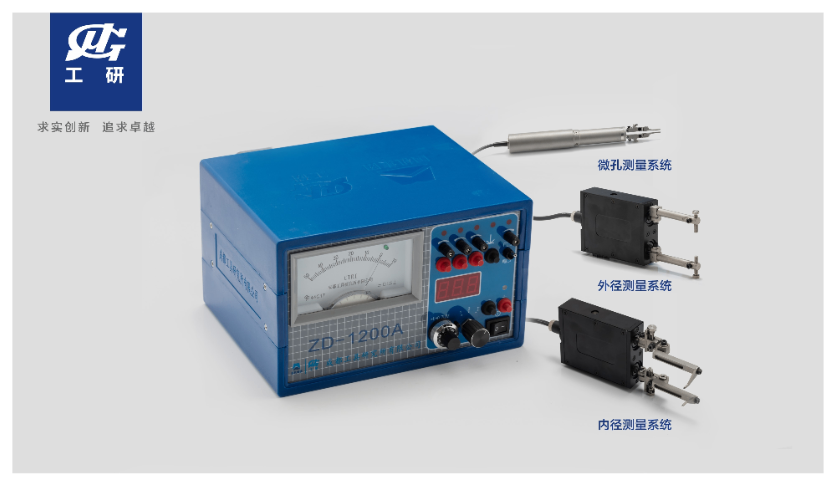
ZD系列主动测量系统以相对测量原理为关键,构建了高效、精确的在线检测逻辑,完美契合生产过程中“实时控制”的关键需求。在磨削加工过程中,系统通过测量装置,实时捕捉被加工件与标准工件之间的几何尺寸差值,将数据快速传输至处理单元进行分析运算。基于预先设定的尺寸阈值,系统会向加工设备发出精确的逻辑控制信号——当尺寸接近目标值时,控制设备调整加工参数;当达到预设精度时,及时发出停机或进给调整指令,从根本上避免超差、欠加工等问题。这种“实时测量-数据处理-精确控制”的闭环流程,确保了加工过程的连续性与稳定性,为高效生产提供了坚实的技术支撑。磨加工主动测量仪的响应速度直接影响调整的及时性,进而关系到加工效率的高低。成都轴承主动量仪采购
磨加工主动测量仪的应用使磨削加工过程的质量控制更具前瞻性,而非事后检验。成都在线主动测量系统哪家好
轴承磨加工主动测量仪可提升轴承的旋转精度。轴承的旋转精度取决于滚道和滚动体的形状误差与位置误差,传统加工方式难以兼顾这些参数的实时控制,易导致旋转时出现偏心或晃动。轴承磨主动测量仪配备多维度传感器,能同时监测滚道的圆度、同轴度、端面跳动等形位参数,通过分析这些参数的关联性,自动调整磨削路径和力度,对滚道进行精确修整。这种全方面的精度控制可有效降低轴承旋转时的径向和轴向跳动,确保滚动体在滚道内平稳运转,减少因旋转精度不足导致的能量损耗和发热,提升轴承的高速旋转性能,满足精密机械对轴承旋转精度的严苛要求。成都在线主动测量系统哪家好
- 磨加工主动测量仪哪家好 2026-04-04
- 外圆主动测量仪供应商推荐 2026-04-04
- 北京磨加工主动测量系统价钱 2026-04-04
- 磨加工主动测量仪供应 2026-04-04
- 成都在线主动测量系统哪家好 2026-04-04
- 成都曲轴磨加工主动测量系统厂家 2026-04-04
- 无锡主动测量系统采购 2026-04-04
- 济南主动量仪解决方案 2026-04-04
- 珠海内孔主动测量系统 2026-04-03
- 广东磨加工主动量仪价格 2026-04-03
- 在线主动量仪厂家推荐 2026-04-03
- 四川曲轴主动测量系统批发 2026-04-03