- 品牌
- HUCK,WOTON
- 型号
- 短尾铆钉
示例:铁路车辆连接需通过力矩扳手精确控制安装参数。安装工具匹配不同材质和规格的铆钉需匹配安装工具(如液压、气动或手动铆枪),避免因工具不匹配导致安装缺陷。安装环境清洁度避免在沙尘、油污等污染环境下安装,防止杂质进入铆钉孔或影响表面处理层性能。质量检测与验收外观检查安装后需检查铆钉头部是否平整、无裂纹,尾部是否完全成型,避免因安装缺陷导致应力集中。力学性能测试对关键连接部位需进行抽样破坏性测试,验证铆钉的抗拉强度、抗剪强度是否满足设计要求。短尾铆钉的安装过程快速高效,提高了生产效益。美国原装进口短尾铆钉99-5008

薄板连接薄板铆接需控制铆钉长度和预紧力,避免板材变形或开裂。动态载荷工况振动、冲击环境下需选择高疲劳强度材质(如钛合金),并通过增加铆钉数量或预紧力提高抗疲劳性能。总结短尾铆钉的应用需从材质选择、安装工艺、质量检测、维护管理等多维度综合把控,尤其在极端工况或高安全要求领域,需严格遵循设计规范和行业标准,确保连接可靠性和安全性。碳钢材质的短尾铆钉具有较高的强度和成本优势,适用于一般工业应用场景。其表面可通过镀锌处理提升耐腐蚀性,常用于矿山机械、钢结构建设等领域。美国HUCK短尾铆钉LMY-T短尾铆钉的铆接后结构稳定,适用于高温环境。

短尾铆钉是一种用于固定和连接两块或多块材料的紧固件,广泛应用于各种工业领域,尤其是在需要强度、长期耐用连接的场景中。与传统铆钉相比,短尾铆钉的尾部较短,通常具有较大的头部和较小的尾部,适用于较薄或较密集的材料连接。结构组成:铆钉头部:铆钉的上部,通常较大,具有较强的固定作用。在安装过程中,头部会变形,帮助将材料牢固固定。铆钉柄部:是连接头部与尾部的中间部分,通常为圆柱形,并具备一定的抗拉强度。铆钉柄部的设计使得铆钉在安装时能够顺利穿透并保持稳定。铆钉尾部:与传统铆钉的尾部不同,短尾铆钉的尾部较短。尾部的设计使其适应不同的安装环境,能够在紧凑空间内进行安装,而不需要过多的外部空间
铝合金短尾铆钉:轻量化与耐腐蚀的平衡铝合金(如2024、7075)因其低密度、度和良好的耐腐蚀性,成为航空航天领域的优先材料。短尾铆钉采用铝合金时,通过固溶处理+时效硬化工艺,可使其抗拉强度达到450-600MPa,满足飞机结构件的连接需求。同时,铝合金表面可通过阳极氧化处理形成致密氧化膜,进一步提升耐盐雾腐蚀能力,适用于海洋环境或高湿度场景。不锈钢短尾铆钉:耐化学腐蚀与高温稳定性不锈钢(如304、316)短尾铆钉广泛应用于化工设备、食品机械、医疗仪器等领域,其重要优势在于优异的耐化学腐蚀性。短尾铆钉的铆钉长度规格齐全,满足不同厚度需求。

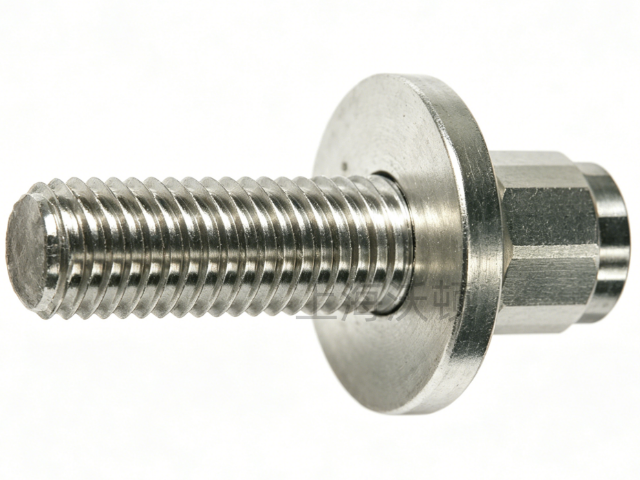
与传统的拉铆钉相比,短尾铆钉删除了后端的分离槽和环槽段拉用杆,使得钉杆缩短,材料节省约1/3。套环设计:短尾铆钉的套环内孔后端可能设计有一小段螺纹,用于在铆接前用手旋转套环在螺纹段上前移,定位套在螺纹段上,使操作人员下一步操作铆接器时,不必同时用手扶着套环,从而铆接轻松方便,速度快。直径与材质:短尾铆钉的直径范围广,从4.8mm到28mm不等,材质有铝合金、碳钢等多种选择,以满足不同行业的需求。三、短尾铆钉的工作原理短尾铆钉的工作原理主要基于其独特的机械互锁结构。短尾铆钉凭借其紧凑设计,在精密仪器组装中发挥关键作用。美国HUCK短尾铆钉LMY-T
运动器材的组装中,短尾铆钉确保了部件的牢固连接。美国原装进口短尾铆钉99-5008
无损检测超声波或X射线检测可发现内部缺陷(如气孔、裂纹),尤其适用于航空航天、核电等高安全要求领域。维护与更换定期检查对振动、冲击频繁的部位(如桥梁、机械设备)需定期检查铆钉状态,发现松动或损伤需及时更换。更换规范更换铆钉时需确保新铆钉材质、规格与原设计一致,避免因参数不匹配导致二次损伤。表面防护对暴露在腐蚀环境中的铆钉需定期涂覆防腐涂层,延长使用寿命。特殊应用注意事项复合材料连接铆接复合材料时需选择低硬度材质(如铝合金),避免损伤基材,并需通过胶接辅助增强连接强度。美国原装进口短尾铆钉99-5008

振动筛:短尾铆钉用于连接振动筛的关键部件,承受恶劣工况下的冲击和振动。其强度和抗疲劳性能使得振动筛在长时间运行过程中保持稳定的性能。破碎机:短尾铆钉用于固定破碎机的关键部件,确保破碎机在破碎物料时的稳定性。其可靠的连接效果使得破碎机在长时间使用过程中保持高效的破碎能力。输送设备:短尾铆钉用于连接输送设备的皮带、链条等部件,确保设备在重载下的安全性。其强度和抗振动性能使得输送设备在长时间运行过程中保持稳定的输送效果。8.新能源领域在新能源领域中,短尾铆钉被广泛应用于新能源汽车、风力发电等项目的连接。新能源汽车:短尾铆钉用于连接电池与车身,提升轻量化效果和安全性。铆接后短尾铆钉的连接部位无间隙,避...
- 云南短尾短尾铆钉 2026-05-21
- 单面铆钉短尾铆钉01A060ACO065Z 2026-05-20
- 衢州美国原装进口短尾铆钉 2026-05-17
- 南通美国哈克短尾铆钉 2026-05-17
- 舟山汽车座椅用短尾铆钉 2026-05-16
- 美国HUCK短尾铆钉17l080JHB065XEP 2026-05-16
- 舟山气动短尾铆钉 2026-05-16
- 重庆电动短尾铆钉 2026-05-11
- 吉林单面铆钉短尾铆钉 2026-05-10
- 液压短尾铆钉17l080JHB065XEP 2026-05-09



- 上海短尾铆钉BOM-R10 2026-04-09
- 宁波短尾铆钉507 2026-04-09
- 江苏短尾铆钉GB741 2026-04-08
- 绍兴无断槽短尾铆钉 2026-04-08
- 美国原装进口短尾铆钉99-5008 2026-04-07
- 苏州短尾铆钉99-1272 2026-04-07




- GAGEBILTBOM-R12 05-23
- 江西单面铆钉GAGEBILT 05-23
- 泰州CHERRY铆枪01A060ACO065Z 05-23
- 黑龙江美国cherryCHERRY铆枪 05-23
- 台州气动CHERRY航空铆钉 05-23
- CHERRY航空铆钉99-5008 05-23
- 丽水单面铆钉CHERRY航空铆钉 05-23
- GBPCHERRY铆枪HK32-002 05-23
- 美国哈克哈克铆钉17l080JHB065XEP 05-23
- 气动GAGE铆枪BTT35-DT 05-23