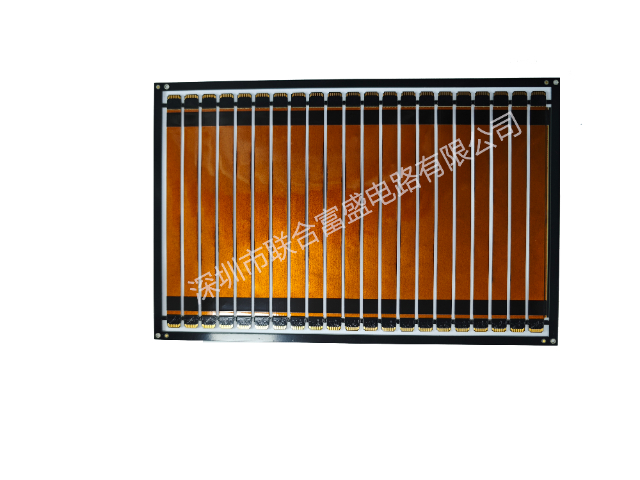
软硬结合板在射频识别天线中的应用,将天线结构与电路功能集于一体。联合多层线路板生产的RFID软硬结合板,柔性区直接制作天线图形,利用聚酰亚胺基材的低损耗特性,保证天线辐射效率。刚性区安装射频前端芯片和外围电路,通过短距离微带线与天线连接,减少馈线损耗。在天线设计上,根据应用需求定制天线形状和尺寸,柔性基材的可弯曲特性使天线能够贴合安装面,适应不同产品外壳的曲面结构。对于需要多频段工作的RFID读写器,软硬结合板可集成多个天线单元,通过开关电路切换,在有限空间内实现多频覆盖。在物流仓储、资产管理等应用中,软硬结合板RFID标签可粘贴在异形物体表面,读取距离满足实际使用要求。联合多层软硬结合板支持阻抗控制板定制,特性阻抗公差控制在±10%以内 。东莞hdi软硬结合板工艺流程

软硬结合板在医疗器械中的一次性使用产品,注重成本控制和灭菌适应性。对于内窥镜手术器械等一次性使用场景,软硬结合板设计满足单次使用周期内的可靠性要求,材料选择兼顾性能与成本。环氧乙烷灭菌是常用灭菌方式,软硬结合板采用的基材和表面处理工艺需耐受灭菌过程,在55℃、湿度60%、灭菌气体浓度800mg/L条件下放置12小时后,电气性能无下降。对于需要伽马射线灭菌的产品,材料需经过耐辐射测试,吸收剂量25kGy后绝缘电阻仍符合要求。一次性医疗器械对产品尺寸和安装便利性有要求,软硬结合板可定制外形和安装结构,简化装配步骤。中山专业生产软硬结合板厂家联合多层软硬结合板在激光雷达应用,传输线阻抗匹配精度达50欧姆±5%。

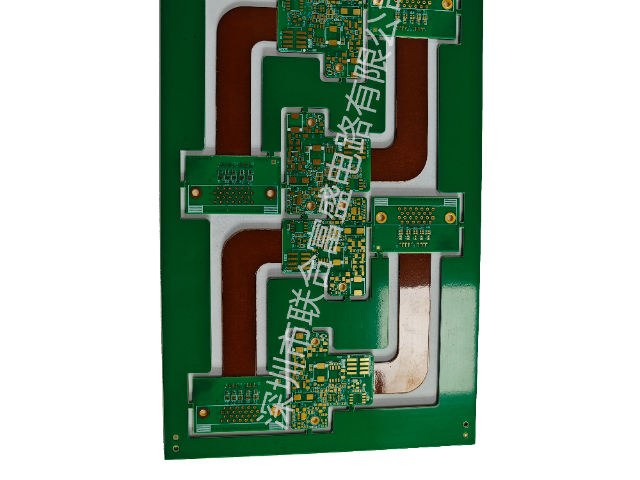
联合多层线路板的软硬结合板在航空航天领域应用时,需满足轻量化和高可靠性要求。卫星通信设备中,软硬结合板可替代多根线缆和多个连接器,实现重量减轻30%以上,对发射成本和空间利用率有直接帮助。航空电子设备需要承受飞行过程中的振动和温度变化,软硬结合板相比传统线缆连接方式减少了潜在接触不良点,提高了系统整体可靠性。雷达系统中,软硬结合板的柔性区可实现信号处理模块与天线阵列的灵活连接,适应复杂安装空间。导弹系统制导和控制模块需要在极紧凑空间内集成多种功能,软硬结合板的三维布线特性满足高密度组装要求。产品经过-55℃至125℃温度循环和随机振动测试验证后交付。
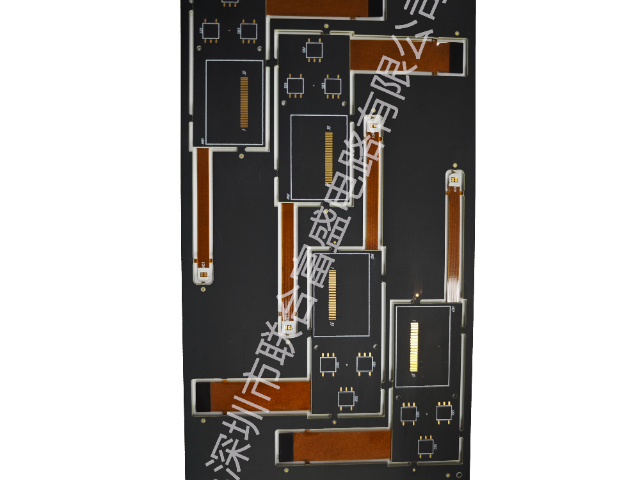
联合多层线路板的软硬结合板在生产过程中执行多层对准控制,确保刚性层与柔性层的图形位置偏差在允许范围内。内层线路制作采用激光直接成像设备,将设计图形精确转移至覆铜板上,蚀刻后通过自动光学检测筛选开路短路缺陷。压合前使用等离子清洗设备处理待结合表面,去除氧化物残留,增强粘结材料与铜箔的结合力。层压工序采用真空压合机,按照设定的升温曲线和压力参数运行,使半固化片充分流动填充间隙,形成致密的层间结合。钻孔工序中刚性区使用机械钻孔,柔性区使用二氧化碳激光钻孔,小孔径控制在0.1毫米级别,孔壁经过化学沉铜和电镀铜加厚后实现层间导通。联合多层专注软硬结合板研发,2025年全球市场规模达272亿美元,年复合增长率超15% 。

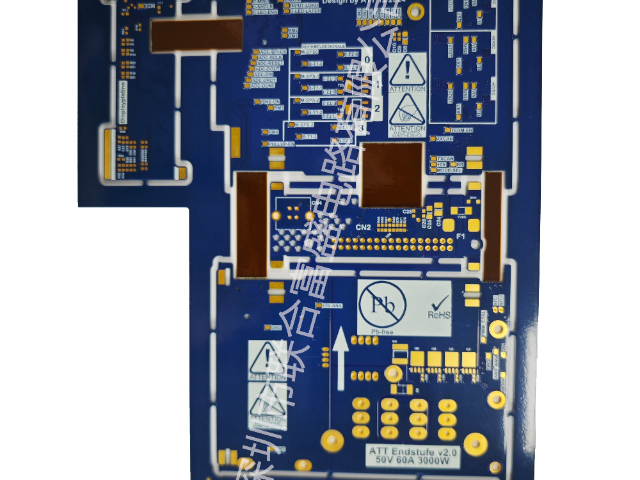
软硬结合板的射频电路设计需考虑信号损耗和阻抗匹配,联合多层线路板在材料选择和线路布局上实施控制。高频信号路径采用微带线或带状线结构,线宽根据目标阻抗值和介质厚度计算确定。柔性区聚酰亚胺的介电常数约3.4,介质损耗因子0.002-0.005,在2.4GHz频段插入损耗小于0.1dB/cm。刚性区FR-4介电常数约4.2,介质损耗因子0.02,适合5GHz以下频段应用。对于更高频率需求,可选用改性聚酰亚胺或低损耗材料。射频线路周围增加地孔屏蔽,减少串扰和辐射损耗,地孔间距小于λ/10。经过网络分析仪测试验证的软硬结合板,在指定频段内电压驻波比小于1.5。联合多层软硬结合板采用无铅化焊接工艺,符合欧盟环保指令要求 。中山软硬结合pcb制板软硬结合板pcb
联合多层软硬结合板采用全自动化生产线,关键工序精度控制在0.15mm以内 。东莞hdi软硬结合板工艺流程
软硬结合板的弯折区域覆盖膜保护是保证长期可靠性的关键,联合多层线路板控制覆盖膜压合工艺。覆盖膜材料由聚酰亚胺和丙烯酸胶组成,厚度根据柔性区厚度匹配,常用规格25微米和50微米。覆盖膜开窗通过激光切割或模具冲切形成,开窗尺寸比焊盘单边大0.1-0.2毫米,避免偏移后遮挡焊盘。压合前对柔性区表面进行等离子清洗,去除油污和氧化物,增强胶层附着力。压合温度控制在160-180℃,压力10-15kg/cm²,胶层充分流动填充线路间隙,形成无气泡的保护层。压合后通过切片检查覆盖膜与铜箔的结合界面,确认无分层或空洞。经过覆盖膜保护的柔性区,在弯折测试和高温高湿测试中保持性能稳定。东莞hdi软硬结合板工艺流程
软硬结合板的HDI技术应用满足了高密度组装需求,联合多层线路板可生产一阶至三阶HDI软硬结合板。采用...
【详情】医疗电子设备对电路板的长期可靠性有严格要求,联合多层线路板的软硬结合板通过ISO13485医疗体系认...
【详情】特殊工艺处理能力是联合多层线路板软硬结合板满足差异化需求的重要支撑。厚铜处理方面,可满足电源模块等大...
【详情】医疗电子设备对电路板的长期可靠性有严格要求,联合多层线路板的软硬结合板通过ISO13485医疗体系认...
【详情】软硬结合板在射频识别天线中的应用,将天线结构与电路功能集于一体。联合多层线路板生产的RFID软硬结合...
【详情】软硬结合板的技术发展伴随电子产业需求持续演进,联合多层线路板关注相关工艺和材料的升级趋势。材料方面,...
【详情】联合多层线路板的软硬结合板在生产过程中执行多层对准控制,确保刚性层与柔性层的图形位置偏差在允许范围内...
【详情】联合多层线路板的软硬结合板在工业机器人关节部位用于信号传输。机器人关节需要频繁旋转运动,软硬结合板的...
【详情】联合多层线路板的软硬结合板在航空航天领域应用时,需满足轻量化和高可靠性要求。卫星通信设备中,软硬结合...
【详情】软硬结合板在射频识别天线中的应用,将天线结构与电路功能集于一体。联合多层线路板生产的RFID软硬结合...
【详情】联合多层线路板的软硬结合板在生产过程中执行多层对准控制,确保刚性层与柔性层的图形位置偏差在允许范围内...
【详情】联合多层线路板的软硬结合板在传感器模组中实现敏感元件与信号处理电路的分离布局。压力传感器敏感元件需要...
【详情】