平板零件尺寸快速检测的关键在于高效、准确地获取零件的几何参数,以判断其是否符合设计要求。这一过程依赖于先进的测量技术与算法的深度融合。传统检测方法往往受限于人工操作或单一传感器的局限性,而快速检测技术通过集成激光、视觉、超声波等多类型传感器,实现对零件表面及内部结构的多方位扫描。传感器阵列的协同工作能够捕捉微米级甚至纳米级的形变,确保检测结果的全方面性。同时,算法层面采用深度学习与模式识别技术,对采集到的海量数据进行实时处理,自动剔除噪声干扰,提取关键特征参数。这种技术组合不只提升了检测速度,还明显增强了结果的可靠性,为后续的质量控制提供了坚实基础。快速检测确保平板零件尺寸一致性与装配可靠性。武汉数控冲床零件快速检测机构

为了提高平板零件尺寸快速检测的准确性和可靠性,多传感器融合技术得到了普遍应用。将不同类型的传感器,如激光扫描仪、工业相机、位移传感器等进行有机结合,充分发挥各传感器的优势。激光扫描仪能够快速获取零件的三维轮廓信息,工业相机则可以提供丰富的表面纹理和边缘特征信息,位移传感器用于精确测量零件的线性尺寸。通过多传感器融合算法,将这些传感器采集到的数据进行综合处理和分析,消除单一传感器可能存在的误差和局限性,实现对平板零件尺寸更全方面、准确的检测。浙江医疗器械钣金快速检测咨询系统支持多工位检测,提升吞吐量。

误差控制是快速检测技术的关键挑战,需从硬件、算法、操作等多维度综合施策。硬件误差主要来源于传感器制造精度与安装偏差,例如激光传感器的光束发散角可能导致测量值偏大,需通过精密校准工具调整光路。算法误差则与特征提取、模型训练等环节相关,若训练数据样本不足或分布不均,可能导致异常检测模型误判。操作误差通常由人为因素引起,如零件放置偏差或参数设置错误,可通过自动化流程与智能引导界面减少此类问题。此外,定期维护与校准制度可确保系统长期处于较佳工作状态,例如每季度对工业相机进行畸变校正,每年对激光传感器进行波长标定。
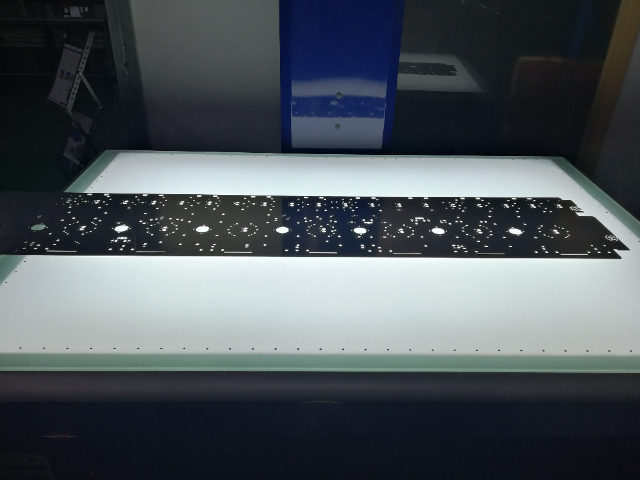
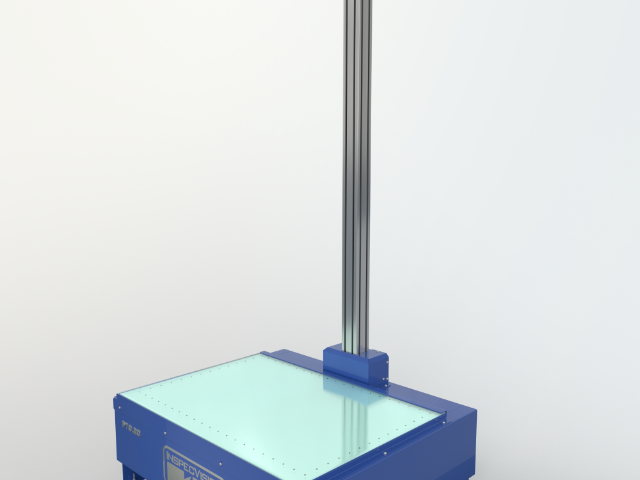
实现平板零件尺寸快速检测需要一套完整的设备系统。通常包括光源装置,它为检测提供稳定、均匀的光线,确保成像清晰;图像采集设备,如高分辨率摄像头,能够快速捕捉平板零件的图像信息;数据处理单元,这是检测设备的关键部分,负责对采集到的图像或数据进行快速分析和处理,运用预设的算法计算出零件的尺寸参数;以及显示与输出设备,用于将检测结果直观地展示给操作人员,并可将数据传输至其他生产管理系统。这些设备相互协作,形成一个有机的整体,共同完成平板零件尺寸的快速检测任务。快速检测通过自动化程序批量执行,提升检测效率。

实时反馈是快速检测技术的关键价值之一,其通过将检测结果即时传递至生产系统,实现质量控制的闭环管理。当检测到尺寸超差时,系统可自动触发报警信号,并暂停生产线运行,防止不合格品流入下一工序。同时,反馈数据可同步至加工设备,指导其自动调整参数以修正偏差。例如,在数控机床加工过程中,检测系统实时监测零件尺寸,若发现厚度偏薄,可立即调整切削深度,确保后续零件符合要求。这种实时反馈机制明显提升了生产过程的稳定性与产品一致性,减少了废品率与返工成本。快速检测是实现智能制造质量控制的关键环节。江苏医疗器械钣金快速检测系统
系统支持多语言界面,适应国际化生产环境。武汉数控冲床零件快速检测机构
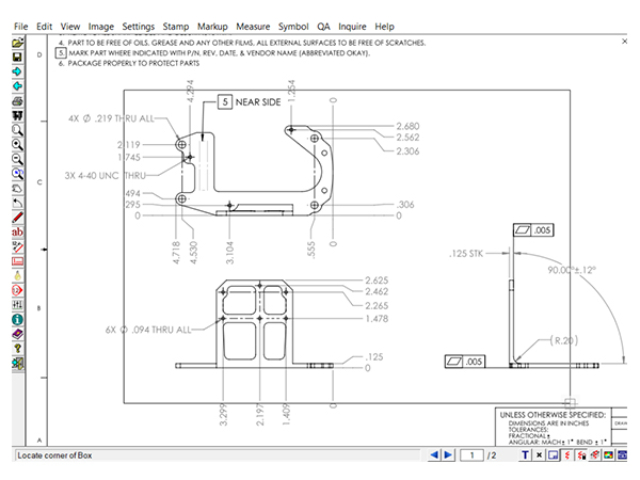
软件算法是快速检测的“大脑”,其关键任务是将原始数据转化为可量化的尺寸参数。预处理阶段需解决噪声抑制与特征增强问题,自适应中值滤波可有效去除脉冲噪声,而各向异性扩散算法能在保留边缘信息的同时平滑表面纹理。特征提取环节依赖边缘检测与区域分割技术,Canny算子因其多阶段优化特性,能准确识别阶梯边、圆角等关键特征,而分水岭算法则适用于多区域分割场景。尺寸计算阶段需建立数学模型描述零件几何关系,较小二乘法通过拟合较佳平面或圆弧,可消除局部偏差对整体尺寸的影响,而蒙特卡洛方法则通过随机采样模拟测量不确定性,为结果提供置信区间。算法优化的方向是减少计算复杂度,例如采用快速傅里叶变换加速点云配准,或利用深度学习模型替代传统特征提取流程,在保持精度的同时提升处理速度。武汉数控冲床零件快速检测机构
实现平板零件尺寸快速检测需要一套完整的设备系统。通常包括光源装置,它为检测提供稳定、均匀的光线,确保...
【详情】现代制造业中,平板零件往往需满足多项尺寸要求,快速检测技术需支持多任务协同处理。硬件系统通过多传感器...
【详情】在平板零件尺寸快速检测过程中,误差是不可避免的。误差来源主要包括设备误差、环境误差、人为误差等。设备...
【详情】平板零件尺寸快速检测不只对企业自身的生产和发展具有重要意义,还具有一定的社会意义。准确的尺寸检测能够...
【详情】快速检测系统需兼顾自动化与人工干预需求,人机交互界面(HMI)的设计直接影响操作效率。直观的三维可视...
【详情】虽然平板零件尺寸快速检测设备具有较高的自动化程度,但操作人员的专业技能和素质仍然对检测工作起着关键作...
【详情】平板零件尺寸快速检测的关键在于高效、准确地获取零件的几何参数,以判断其是否符合设计要求。这一过程依赖...
【详情】工业现场的复杂环境对检测系统提出严苛挑战,温度波动、振动干扰及光照变化均可能影响测量结果。温度补偿技...
【详情】平板零件作为工业制造中的基础构件,其尺寸精度直接影响产品装配质量与功能稳定性。传统检测方式依赖人工卡...
【详情】平板零件种类繁多,尺寸范围从几毫米到数米不等,形貌特征涵盖平面、曲面、孔洞等复杂结构。快速检测技术需...
【详情】检测系统的长期稳定性依赖定期校准,而在线校准技术能在不中断生产的前提下完成参数修正。基于标准件的校准...
【详情】平板零件尺寸快速检测不只对企业自身的生产和发展具有重要意义,还具有一定的社会意义。准确的尺寸检测能够...
【详情】