黏合覆膜工艺是覆膜铁生产线的另一种重要覆膜方式,主要适用于对贴合强度要求较高、无法采用熔融覆膜的场景,其关键原理是通过黏合剂将高分子薄膜与金属基板紧密粘合,经加热固化后形成覆膜铁产品。与熔融覆膜工艺相比,黏合覆膜工艺的适用范围更广,能够适配多种不同类型的基板和薄膜,尤其适用于厚度较大的薄膜和特殊材质的基板,但需严格控制黏合剂的质量和用量,避免出现黏合剂残留、贴合不牢固等问题。黏合覆膜工艺的关键环节包括黏合剂涂抹、薄膜贴合、加热固化三个部分:黏合剂涂抹需均匀,厚度控制在合理范围内,过多会导致黏合剂溢出,影响产品外观,过少则无法保证贴合强度;薄膜贴合需确保薄膜与基板对齐,避免出现偏移、褶皱等现象;加热固化则需控制好温度和时间,使黏合剂充分固化,形成稳定的粘合层。目前,行业内常用的黏合剂主要为改性聚氨酯或环氧类胶水,需具备食品级安全认证,确保应用于食品包装领域时的安全性,同时需具备良好的耐温性和耐腐蚀性,适应后续的加工和使用场景。科艺机电科技覆膜铁生产线张力系统精确,卷材输送稳,诚邀深度合作。吉林卷材覆膜铁生产线特点
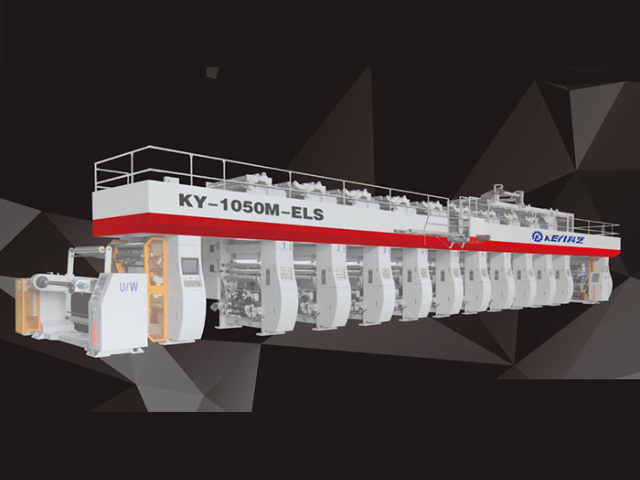
熔融覆膜工艺是覆膜铁生产线的关键工艺之一,也是目前行业内应用范围广的覆膜方式,其关键原理是通过加热使高分子薄膜熔融,在一定温度和压力下,将熔融状态的薄膜与金属基板紧密贴合,冷却定型后形成一体化的覆膜铁产品。该工艺无需使用黏合剂,不仅降低了生产成本,还避免了黏合剂中有害物质的残留,更符合食品安全和环保要求,因此大量应用于食品罐、饮料罐等食品包装领域。熔融覆膜工艺的关键在于精确控制温度、压力和速度三大关键参数:温度需控制在薄膜的熔融温度区间,例如PET薄膜的熔融温度通常在200℃-240℃,温度过高会导致薄膜分解、变色,温度过低则无法实现充分熔融,影响贴合强度;压力需根据基板厚度和薄膜类型进行调整,确保薄膜与基板紧密贴合,避免出现气泡、分层等缺陷;速度则需与温度、压力相匹配,过快会导致贴合不充分,过慢则会降低生产效率。此外,熔融覆膜工艺还需配备的覆膜机,包括加热装置、压合装置、冷却装置等,确保各环节协同运行,实现精确覆膜。湖南金属卷材覆膜铁生产线厂家科艺机电科技覆膜铁生产线联动系统协同,工序衔接流畅,期待实地验厂。
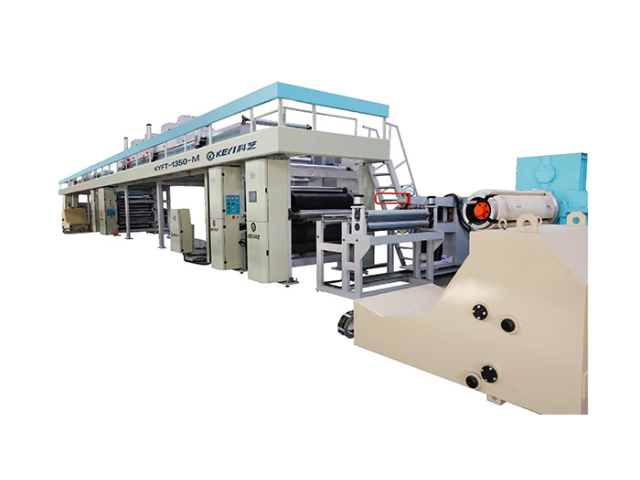
覆膜铁生产线是集金属卷材预处理、高温热压复合、冷却定型、在线检测、边料回收、自动收卷于一体的现代化连续生产装备,主要用于将 PET、PP 等食品级高分子薄膜与镀锡板、镀铬板、冷轧钢板等金属基材牢固复合,形成兼具金属强度与塑料耐蚀、保鲜、环保特性的新型复合材料。整条生产线采用模块化设计,从开卷到收卷全程自动化运行,可适配宽度 660–1240mm、厚度 0.12–0.5mm 的金属卷材,高线速度可达 200m/min,月产能可达万吨级别。与传统印铁涂装工艺相比,覆膜铁生产线省去多道涂布、烘烤、清洗工序,无 VOC 排放、无废液产生,更符合食品接触安全与低碳制造要求。设备整体结构紧凑、运行稳定、操作简便,广泛应用于食品罐头、饮料罐、化工包装、家电外壳、装饰板材等领域,是金属包装与材料深加工行业升级换代的重要装备。
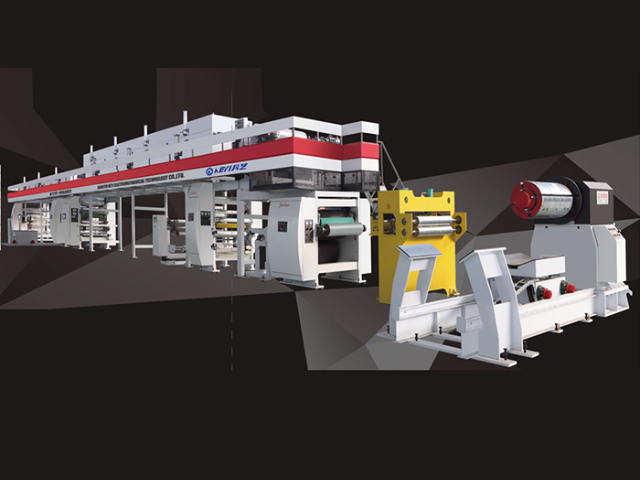
覆膜铁生产线的裁切收卷单元负责完成成品的精细裁切与整齐收卷,直接影响产品尺寸精度与后续使用便捷性。裁切单元采用高精度伺服驱动裁切刀,可根据预设尺寸实现精细裁切,精度控制在±0.5mm以内,满足不同客户尺寸需求;配备自动纠偏系统,实时检测板材边缘位置,调整裁切刀位置避免尺寸偏差。收卷单元采用液压涨轴收卷方式,可根据板材厚度与硬度调整收卷张力,确保收卷过程中板材不褶皱、不变形,卷材整齐紧密。此外,该单元还集成卷材计数、长度测量与重量统计功能,准确记录每卷产品信息,方便企业生产管理与产品统计。对于需要平板产品的客户,生产线可额外配备平板裁切机,实现卷材到平板的直接加工,进一步提升生产效率,满足多样化产品形态需求。多功能覆膜铁生产线可切换覆膜工艺,适配不同厚度板材的覆膜加工需求。

为保证薄膜与金属基板复合位置精确、边缘整齐,覆膜铁生产线配备高精度光电 / 超声波纠偏系统。纠偏传感器实时监测带材边缘位置,将信号传输至伺服执行机构,驱动纠偏框架进行微秒级动态调整。系统可对金属基板、上薄膜、下薄膜分别进行纠偏,保证复合对齐精度误差≤±0.5mm。在高速生产状态下,纠偏系统仍能稳定响应,有效解决卷材跑偏、边缘不齐、复合错位等问题,减少废边损耗,提高材料利用率。自动纠偏不仅提升产品外观质量,还能降低后续制罐、冲压、分切工序的废品率,为企业带来直接经济效益,是高级覆膜铁生产线的标配功能。覆膜铁生产线可对接后续剪切、冲压设备,形成一体化智能生产加工流水线。江苏金属板材双面覆膜铁生产线销售
覆膜铁生产线采用精密压合技术,使薄膜与金属板结合牢固,长期使用不脱层。吉林卷材覆膜铁生产线特点
分切收卷环节是覆膜铁生产线的收尾工序之一,其关键任务是将冷却定型后的覆膜铁卷材,根据客户需求分切成不同宽度、不同长度的卷材或板材,同时进行整齐收卷,便于后续的存储、运输和加工使用。分切收卷环节主要由分切机、收卷机、张力控制系统等设备组成,其中张力控制系统是关键,能够实时调节分切和收卷过程中的张力,确保分切后的产品边缘整齐、无毛刺,收卷后的卷材紧密、无松散现象。分切过程中,需根据产品的厚度和宽度,调整分切刀具的间隙和速度,避免出现分切偏差、边缘毛刺过大等问题,对于用于食品包装的覆膜铁产品,还需确保分切边缘无锋利边角,避免后续加工过程中划伤薄膜。收卷过程中,需控制收卷速度与分切速度保持一致,同时调整收卷张力,使卷材收卷紧密均匀,避免出现松卷、错层等现象。此外,分切收卷环节还需配备在线检测设备,对分切后的产品进行实时检测,剔除边缘不整齐、尺寸偏差过大的产品,确保产品质量符合客户要求。吉林卷材覆膜铁生产线特点
江阴市科艺机电科技有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在江苏省等地区的电工电气中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同江阴市科艺机电科技供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!