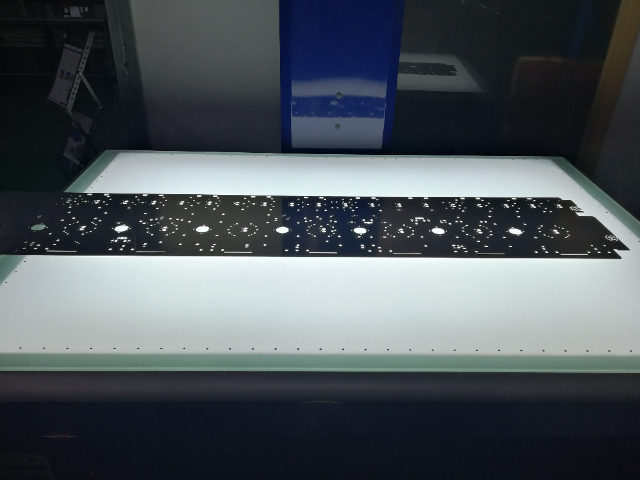
实现平板零件尺寸快速检测需要一套完整的设备系统。通常包括光源装置,它为检测提供稳定、均匀的光线,确保成像清晰;图像采集设备,如高分辨率摄像头,能够快速捕捉平板零件的图像信息;数据处理单元,这是检测设备的关键部分,负责对采集到的图像或数据进行快速分析和处理,运用预设的算法计算出零件的尺寸参数;以及显示与输出设备,用于将检测结果直观地展示给操作人员,并可将数据传输至其他生产管理系统。这些设备相互协作,形成一个有机的整体,共同完成平板零件尺寸的快速检测任务。快速检测适用于手机支架、机箱面板等扁平零件。苏州数控冲床零件快速检测中心

为了提高平板零件尺寸快速检测的准确性和可靠性,多传感器融合技术得到了普遍应用。将不同类型的传感器,如激光扫描仪、工业相机、位移传感器等进行有机结合,充分发挥各传感器的优势。激光扫描仪能够快速获取零件的三维轮廓信息,工业相机则可以提供丰富的表面纹理和边缘特征信息,位移传感器用于精确测量零件的线性尺寸。通过多传感器融合算法,将这些传感器采集到的数据进行综合处理和分析,消除单一传感器可能存在的误差和局限性,实现对平板零件尺寸更全方面、准确的检测。山东激光切割零件尺寸检测方法平板零件检测可识别材料混用或错料问题。
检测系统的长期稳定性依赖定期校准,而在线校准技术能在不中断生产的前提下完成参数修正。基于标准件的校准方法通过测量已知尺寸的参考零件,建立传感器输出与实际尺寸的映射关系。例如,将激光扫描仪对准标准球,采集其表面点云并拟合球面方程,通过比较拟合半径与标准值,计算系统误差并更新补偿系数。无标准件校准则利用零件自身特征进行自校准,如通过检测平板零件的平行边,计算其夹角是否为理论值(如90°),若存在偏差则调整传感器角度参数。在线校准的关键是快速性与准确性,需通过优化校准算法(如递推较小二乘法)减少计算量,同时设计防误触机制避免误校准导致系统性能下降。
实际生产环境中,温度、湿度、振动等因素可能对检测结果产生干扰,因此快速检测技术需具备强环境适应性。硬件层面,传感器与机械结构采用防护等级较高的材料,可抵御粉尘、油污等污染物的侵蚀。温度补偿算法通过实时监测环境温度,自动修正传感器读数,消除热胀冷缩对尺寸测量的影响。例如,在高温车间中,激光传感器的测量值可能因材料膨胀而偏大,补偿算法会结合材料热膨胀系数进行修正。振动隔离技术则通过减震台或主动降噪算法,抑制机械振动引起的数据波动,确保检测稳定性。此外,软件系统支持动态校准功能,可根据环境变化自动调整检测参数,维持高精度检测能力。快速检测适用于通信设备面板的批量检验。

一个完整的平板零件尺寸快速检测系统通常由硬件模块与软件算法两部分组成。硬件模块包括高精度传感器(如激光位移传感器、工业相机)、多轴运动平台、光源系统及数据采集卡等。传感器负责捕捉零件表面几何信息,运动平台实现检测区域的准确覆盖,光源系统则优化成像质量以提升数据可靠性。软件算法则涵盖图像处理、特征提取、尺寸计算及误差补偿等环节。例如,通过边缘检测算法定位零件轮廓,结合较小二乘法拟合平面或圆弧等几何特征,之后输出孔径、平面度、平行度等关键尺寸参数。系统集成度越高,检测效率与精度越有保障。快速检测大幅提升质检效率,降低人工成本。山东激光切割零件尺寸检测方法
平板零件检测可判断对称性与几何中心偏移。苏州数控冲床零件快速检测中心
误差控制是快速检测技术的关键挑战,需从硬件、算法、操作等多维度综合施策。硬件误差主要来源于传感器制造精度与安装偏差,通过选用高精度器件并采用精密校准工具可有效降低。算法误差则与特征提取、模型训练等环节相关,需通过大量样本训练优化模型参数,并引入不确定性量化方法评估误差范围。操作误差通常由人为因素引起,如零件放置偏差或参数设置错误,可通过自动化流程与智能引导界面减少此类问题。此外,定期维护与校准制度可确保系统长期处于较佳工作状态,进一步控制误差累积。苏州数控冲床零件快速检测中心
平板零件种类繁多,尺寸范围从几毫米到数米不等,形貌特征涵盖平面、曲面、孔洞等复杂结构。快速检测技术需...
【详情】尽管非接触式检测技术具备高速优势,但其精度易受环境因素(如温度、振动)与零件表面特性(如反光率、粗糙...
【详情】虚拟调试技术通过数字孪生模型在虚拟环境中模拟检测过程,提前发现潜在问题并优化参数,减少现场调试时间与...
【详情】平板零件尺寸快速检测的关键在于光学、激光或结构光等非接触式传感技术的集成应用。以激光三角测量为例,激...
【详情】实现平板零件尺寸快速检测需要一套完整的设备系统。通常包括光源装置,它为检测提供稳定、均匀的光线,确保...
【详情】在一些生产节奏较快的制造场景中,平板零件尺寸快速检测对实时性有着严格要求。实时检测能够及时发现生产过...
【详情】平板零件表面可能存在涂层、纹理或微结构,对检测技术提出更高要求。非接触式检测方法,如激光扫描与结构光...
【详情】硬件系统是快速检测技术的物理基础,其性能直接影响检测效率与精度。高精度工业相机作为视觉检测的关键组件...
【详情】为了确保平板零件尺寸快速检测设备的正常运行和检测精度,定期的维护与保养是必不可少的。维护人员要按照设...
【详情】将平板零件尺寸快速检测与生产流程集成是实现高效生产的关键。通过在生产线上合理布置快速检测设备,可以实...
【详情】实际生产环境中,温度、湿度、振动等因素可能对检测结果产生干扰,因此快速检测技术需具备强环境适应性。硬...
【详情】为实现不同品牌设备间的互联互通,标准化接口成为检测系统集成化的关键。OPC UA(开放平台通信统一架...
【详情】






