
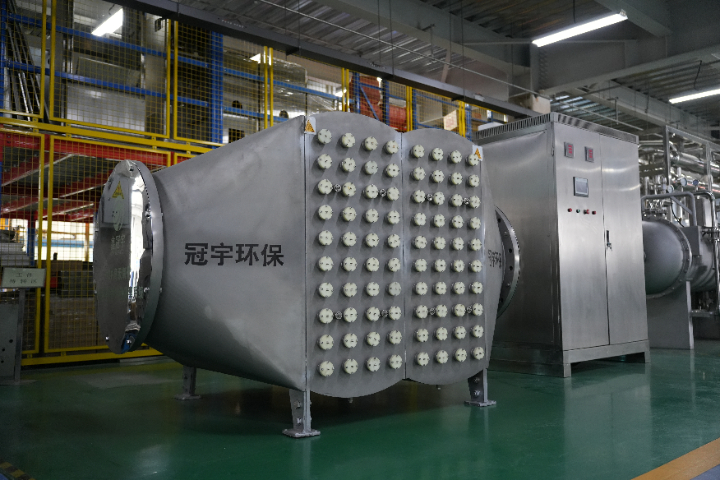
- 品牌
- 冠宇,鑫冠宇
- 型号
- GY-AOP-100
- 处理污水量
- 10000
- 用途
- 杀菌消毒
- 工作压力
- 0.6
- 工作温度
- 5-60
- 功率
- 800
- 设备材质
- 304不锈钢
- 产地
- 石家庄
- 厂家
- 河北冠宇环保
极端环境适配能力:河北冠宇环保设备股份有限公司针对不同地域的极端环境,开发专项适配技术,让UV-AOP设备能适应从-30℃到50℃的宽温工作范围。北方低温场景采用双循环冷却系统,内循环为乙二醇-水混合液,外循环通过板式换热器与空气源热泵联动,确保臭氧发生器温度恒定在5-35℃;高盐高腐蚀场景可升级哈氏合金C-276材质,耐腐蚀性能提升3倍,使用寿命延长至15年。在黑龙江大兴安岭林区供水项目中,设备在-28℃环境下连续运行120天无故障,解决了传统设备冻裂导致的季节性停运难题;而在青海某盐湖化工项目中,高盐适配型设备连续12个月监测处理含钾、钠的高盐废水,腔体无明显腐蚀,数据准确率达99.3%。显口著提升废水可生化性,优化整体处理流程。山西药废水处理UV-AOP高级催化氧化设备售后服务
UV-AOP高级催化氧化设备
建筑垃圾渗滤液处理专项方案:针对建筑垃圾渗滤液高COD、高氨氮、成分复杂的特点,开发“预处理+UV-AOP+吸附”组合处理方案,解决传统工艺处理难度大的问题。预处理模块通过格栅、沉淀池去除悬浮物,UV-AOP系统降解大分子有机物,后置活性炭吸附残余污染物。在北京某建筑垃圾填埋场项目中,渗滤液COD浓度高达20000mg/L、氨氮1500mg/L,经处理后出水COD≤500mg/L、氨氮≤50mg/L,达到《污水综合排放标准》。设备采用移动式设计,可随填埋场位置调整,处理量灵活可调(50-500m³/d),运行2年来稳定达标,帮助填埋场解决环保难题,已在全国15个大型建筑垃圾处理项目中应用。辽宁污水处理厂UV-AOP高级催化氧化设备供应商-30℃至45℃宽温域稳定运行,解决高寒地区工业废水处理难题。

养殖废水高效脱氮除磷工艺优势:聚焦畜禽养殖行业高氨氮、高磷废水处理痛点,定制开发“UV-AOP+生物膜”协同处理方案,突破传统生化工艺脱氮效率低的瓶颈。设备核口心创新在于将紫外催化氧化与生物载体结合,通过UV/H₂O₂反应生成的羟基自由基快速氧化氨氮为亚硝酸盐,再经生物膜同步硝化反硝化转化为氮气,磷元素则通过催化沉淀形成磷酸钙渣回收利用。在山东某规模化养猪场项目中,每日处理废水1200m³,进水氨氮浓度1200mg/L、总磷80mg/L,传统工艺处理后氨氮仍超200mg/L,采用冠宇设备后,出水氨氮≤15mg/L、总磷≤0.5mg/L,达标率100%。生成的磷酸钙渣年回收量达20吨,作为肥料销售增收8万元。设备还配备自动刮渣系统,避免养殖废水悬浮物堵塞,每月需1次人工维护,较传统设备减少60%运维工作量,目前已在山东、河南等养殖大省推广应用超300套。
应急污染处置快速响应能力:河北冠宇环保设备股份有限公司的UV-AOP设备具备卓口越应急处置能力,其移动式设备采用集装箱设计,集成预处理、中压紫外线处理功能,处理水量50-500m³/日,24小时内可完成现场部署。设备支持空气源与氧气源双模式臭氧发生,臭氧浓度可达120-150mg/L,能快速降解突发污染中的有毒有机物。在2024年天津港化学品泄漏事故中,公司48小时内将移动式设备运抵现场,通过高浓度臭氧与紫外协同作用,使苯系物浓度从120mg/L降至0.5mg/L以下,达标排放时间较传统工艺缩短5天。在某化工园区废水泄漏事件中,12小时内运抵2台500m³/日设备,3天将COD从5000mg/L降至300mg/L以下。目前该设备已被全国50余个环保应急部门列入采购清单,成为突发污染处置的“利器”。工艺链协同优化,提升整体处理效能。
化工园区市场主导地位:河北冠宇环保设备股份有限公司的UV-AOP设备在化工园区废水处理领域形成强势竞争力,据2024年行业数据,其在华北地区化工园区集中处理领域市占率超40%,覆盖河北、山东、天津等省份的20余个重点化工园区,沧州临港化工园区、淄博齐鲁化工区等大型园区均采用其集中处理方案。公司凭借对化工废水含苯系物、酚类等特征污染物的高效处理能力,成为中石化、华能集团等300余家大型企业的稳定供应商。在山东某化工园区项目中,设备通过氧气源模式将臭氧浓度稳定在145mg/L,使难降解有机物去除率从传统工艺的65%提升至92%,且运行成本较进口设备降低40%。全国范围内,其工业废水处理领域市占率达12%,位居行业前口列。核口心技术优势显口著,提供高效污染解决方案。山西药废水处理UV-AOP高级催化氧化设备售后服务
撬装式一体化设计,安装周期缩短60%,占地面积减少75%。山西药废水处理UV-AOP高级催化氧化设备售后服务
低温环境高效运行技术突破:针对北方地区冬季低温导致废水处理效率下降的问题,研发低温适配型UV-AOP设备,通过“低温催化剂+保温加热”技术,确保在-20℃环境下处理效率稳定。公司自主研发的低温活性催化剂,在0℃时仍能保持85%的催化活性,配合设备腔体保温层和电加热装置,使反应温度维持在15-20℃。在黑龙江某食品加工企业冬季生产项目中,室外温度-25℃,设备处理含乳制品废水时,COD去除率稳定在88%以上,较传统设备提升30%,确保企业冬季正常生产。该设备还采用智能温控系统,根据水温自动调节加热功率,避免能源浪费,年耗电量较传统加热方式降低20%,已在东北、内蒙古等北方地区推广应用超200套。山西药废水处理UV-AOP高级催化氧化设备售后服务
- 山西药废水处理UV-AOP高级催化氧化设备售后服务 2026-04-29
- 圾渗滤液处理UV-AOP高级催化氧化设备技术指导 2026-04-29
- 河北药废水处理UV-AOP高级催化氧化设备现货 2026-04-28
- 天津圾渗滤液处理UV-AOP高级催化氧化设备整机质保一年 2026-04-26
- 辽宁圾渗滤液处理UV-AOP高级催化氧化设备供应商 2026-04-23
- 辽宁化工废水处理UV-AOP高级催化氧化设备价格咨询 2026-04-16
- 内蒙古冠宇牌UV-AOP高级催化氧化设备常见问题 2026-04-15
- 山东药废水处理UV-AOP高级催化氧化设备售后服务 2026-04-14
- 山东农药废水处理UV-AOP高级催化氧化设备价格咨询 2026-04-11
- 化工废水处理UV-AOP高级催化氧化设备常见问题 2026-04-08
- 河南化工废水处理UV-AOP高级催化氧化设备供应商 2026-04-07
- 山东牧养殖废水处理UV-AOP高级催化氧化设备价格咨询 2026-04-04



