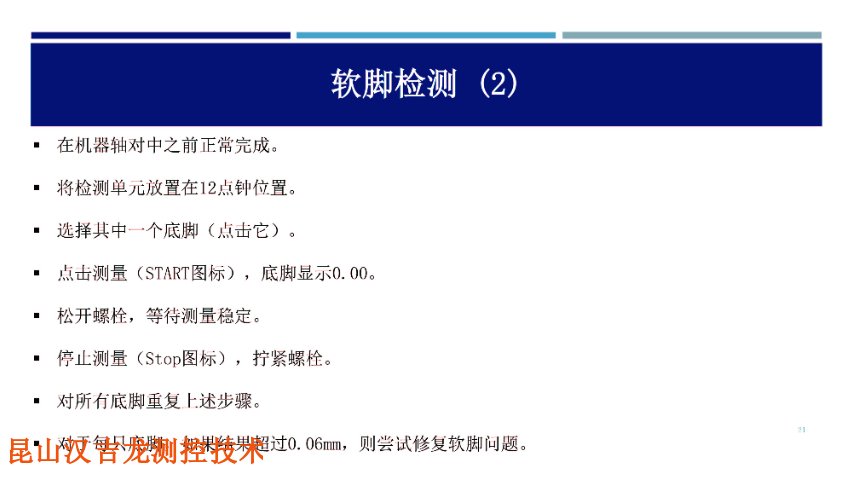
软脚检测(柔性联轴器校准关键前置环节)柔性联轴器的弹性补偿特性易掩盖软脚导致的隐性偏差,需优先通过激光对中仪的软脚测试功能消除底座形变干扰:参数设置:启动HOJOLO设备并进入“Softfoot”模式,输入测量参数:S(固定端激光探头)到M(移动端探头)的距离;S到动设备前地脚(F1)、后地脚(F2...
激光联轴器对中仪基本参数
- 品牌
- HOJOLO,LEAKSHOOTER
- 型号
- AS500
- 类型
- 激光对中仪
- 重量
- 1
- 产地
- 苏州
- 厂家
- 汉吉龙测控技术有限公司
激光联轴器对中仪企业商机
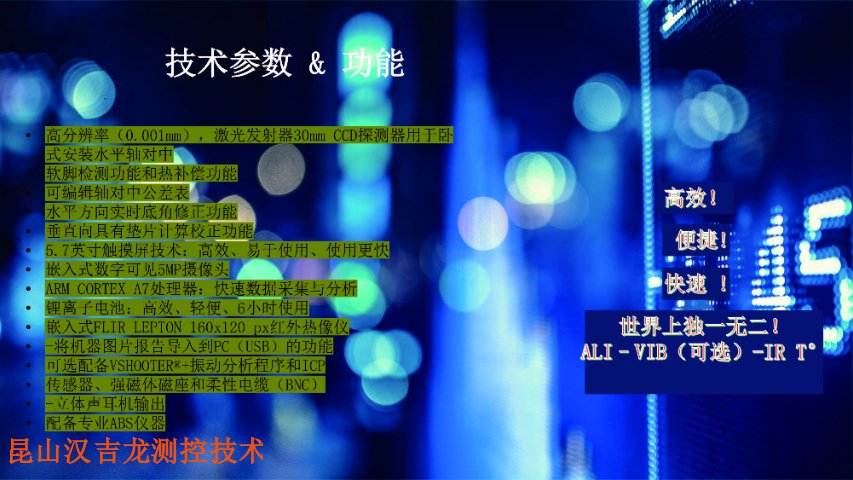
激光对中仪需通过多维度技术设计抵消振动干扰,**保障机制包括:1.光学系统抗振设计双激光束逆向测量:相较于单激光,双光束可通过相位差补偿振动导致的光斑漂移,例如ASHOOTER系列采用635-670nm半导体激光器,长距离(10m)测量时光斑偏移量从单激光的0.003mm/米降至0.001mm/米;高分辨率探测器:30mm视场CCD探测器(像素1280×960)可捕捉0.001mm的光斑位移,配合高速信号采集(采样率≥1kHz),能实时跟踪振动导致的光束位置变化。2.振动信号处理与补偿频谱滤波算法:通过FFT将振动时域信号转换为频谱,剔除设备不平衡(1X频率)、轴承故障(BPFO特征频率)等干扰,*保留对中偏差的有效信号;多传感器协同:集成振动传感器(测振动参数)、红外传感器(测温度形变)与激光对中模块,形成“振动-几何-温度”三维数据验证,例如某化工企业压缩机校准中,通过振动频谱(10-1000Hz)与激光对中数据交叉验证,确保偏差测量误差<0.002mm。激光联轴器对中仪的校准精度是否能满足高精度设备的运维需求?国产激光联轴器对中仪使用方法图解
激光联轴器对中仪
在复杂工业场景中,动态补偿技术的作用尤为***,以下为两类典型案例:高温压缩机校准:某石化厂丙烯压缩机(运行温度80℃,转速3000rpm),未启用动态补偿时,冷态校准的径向偏差为0.01mm,但热态运行时因轴系热膨胀,实际偏差达0.035mm;启用AS500的热膨胀补偿与双激光振动补偿后,冷态校准预留0.009mm热膨胀量,热态实际偏差控制在0.012mm内,轴承寿命延长80%。高振动泵组校准:某电厂给水泵(转速1500rpm,振动幅值0.3mm/s),单激光测量显示径向偏差0.025mm,启用双激光对比补偿后,剔除支架共振干扰,真实偏差*0.008mm,调整后振动幅值降至0.1mm/s以下。激光联轴器对中仪的动态补偿技术,本质是通过“传感器感知干扰-算法剥离噪声-实时修正偏差”的协同机制,将工况动态变化对校准精度的影响降至比较低。HOJOLO等品牌的**型号通过多技术集成,已实现对振动、温度、安装偏差等多类型干扰的精细补偿,确保在复杂工况下仍能输出可靠的对中数据。法国激光联轴器对中仪调试激光联轴器对中仪配备专业技术团队,随时提供上门指导服务。
激光联轴器对中仪在高振动设备上的校准精度可通过机型匹配实现达标,**结论如下:机型选择原则:振动速度≤5mm/s选基础抗振级,5-15mm/s选工业抗振级(双激光+振动分析功能),>15mm/s需选极端抗振级(带ICP加速度计与实时补偿);精度保障底线:工业抗振级机型在15mm/s振动下可实现±0.003mm位移精度,满足90%以上高振动设备(允许偏差≤0.01mm)的校准需求;操作关键:需确保传感器安装牢固(间隙<0.01mm)、消除软脚误差,并通过动态数据一致性与外部基准验证精度有效性。若现场振动超出所选机型的抗振范围,即使技术参数达标,也可能出现精度超差,此时需结合设备停机(降低振动)或采用特种抗振支架(如阻尼减震底座)辅助校准。
激光对中仪的精度优势还通过实时验证功能转化为校准效率提升,形成“高精度+可追溯”的闭环:实时数据校验:设备可通过双激光束交叉验证(如HOJOLO的双激光系统)或红外热成像辅助判断,当对中偏差与轴承温度异常(如超过75℃)关联时,系统会实时预警数据可信度。这种动态验证能力可避免传统工具因读数错误导致的“假精度”问题。校准流程优化:传统百分表对中需人工记录4个角度的读数并手动计算偏差,耗时约30分钟且易出错;激光对中仪通过“旋转采集-自动计算-调整指导”全流程自动化,10分钟内即可完成校准,且精度不受操作熟练度影响。例如AS500机型支持“边调边测”模式,调整过程中实时刷新偏差数据,确保**终精度稳定在合格范围。激光联轴器对中仪在狭窄空间操作时,校准精度会受影响吗?

HOJOLO激光联轴器对中仪(以ASHOOTER系列为**机型)校准后的设备运转精度提升幅度,需结合基础精度指标、应用场景差异及设备初始状态综合判断,具体可从以下维度量化分析:一、**精度提升的量化基准HOJOLO对中仪依托双模激光传感技术(635-670nm半导体激光器+30mm高分辨率CCD探测器),基础测量精度达±1μm,分辨率为0.001mm,较传统千分表法精度提升100倍。在实际校准中,运转精度的提升主要体现为偏差控制能力的跃升:径向与角向偏差优化:可将联轴器径向偏移量控制在5μm以内、角度偏差≤0.001°,例如某石化厂离心压缩机校准后,2倍转频振动幅值从0.12mm降至0.02mm,远低于ISO10816标准的“***”等级阈值(0.05mm);热态偏差补偿:通过热膨胀算法(支持钢/铸铁等材质的热膨胀系数输入),冷态与热态运行偏差减少80%。某炼油厂案例中,汽轮机运行温度70℃时,轴系热形变误差从0.08mm修正至0.016mm;长跨距精度保持:升级款ASHOOTER系列针对10米级长跨距法兰联轴器,通过多维度数据融合技术避免精度衰减,某风电场8米跨距的风机联轴器校准后,振动值从0.15mm降至0.04mm,彻底解决发电效率波动问题。
校准数据可导出为多种格式,激光联轴器对中仪方便融入企业运维系统。红外激光联轴器对中仪制造商
针对不同直径轴系,激光联轴器对中仪可快速更换适配夹具。国产激光联轴器对中仪使用方法图解
际应用中需通过“双重验证”确认数据有效性,避免误判“不一致”为仪器故障:1.实时数据稳定性监测动态波动阈值:若连续5次测量的位移偏差≤0.005mm(**机型)或≤0.01mm(普通机型),且角度偏差≤0.002°,则判定数据一致(处于重复性允许范围);趋势分析:若数据呈单向漂移(如每次测量递增0.002mm),可能是温度升高导致的支架形变,需启用设备的热补偿功能(如AS500机型的实时温度修正)。2.外部基准交叉验证当怀疑数据一致性异常时,可通过两种方式验证:机械基准对比:用千分表(精度0.001mm)测量同一对中偏差,若激光仪数据与千分表差值≤0.005mm,则说明激光仪数据一致且准确;标准轴系校准:使用厂家提供的标准对中校准轴(预设已知偏差,如径向0.1mm、角度0.05°),若激光仪10次测量结果均在预设值±0.003mm(或±0.001°)范围内,则重复性合格。国产激光联轴器对中仪使用方法图解
与激光联轴器对中仪相关的文章
自主研发激光联轴器对中仪厂家
- 国产激光联轴器对中仪使用方法图解 2026-05-02
- 振动激光联轴器对中仪使用视频 2026-05-02
- synergys激光联轴器对中仪供应商 2026-05-01
- AS激光联轴器对中仪使用方法 2026-05-01
- 三合一激光联轴器对中仪校准规范 2026-05-01
- 国产激光联轴器对中仪写论文 2026-05-01
- 红外激光联轴器对中仪贴牌 2026-04-30
- 自主研发激光联轴器对中仪保修 2026-04-30
- 租用激光联轴器对中仪公司 2026-04-30
- 质量激光联轴器对中仪企业 2026-04-29
- HOJOLO激光联轴器对中仪制造商 2026-04-29
- 质量激光联轴器对中仪批发 2026-04-29
与激光联轴器对中仪相关的产品




与激光联轴器对中仪相关的新闻
-
工业激光联轴器对中仪工作原理 2026-03-08 12:03:30激光联轴器对中仪校准大跨度轴系时的精度稳定性,取决于激光传输特性适配性、抗干扰技术配置及现场环境控制,通过针对性技术设计(如长距激光优化、多维度补偿算法),主流工业级机型可在30m以内跨距实现稳定精度输出。结合行业应用案例(如汽轮机-发电机轴系、船舶推进轴校准)与技术参数验证,可从跨距适配分级、**...
-
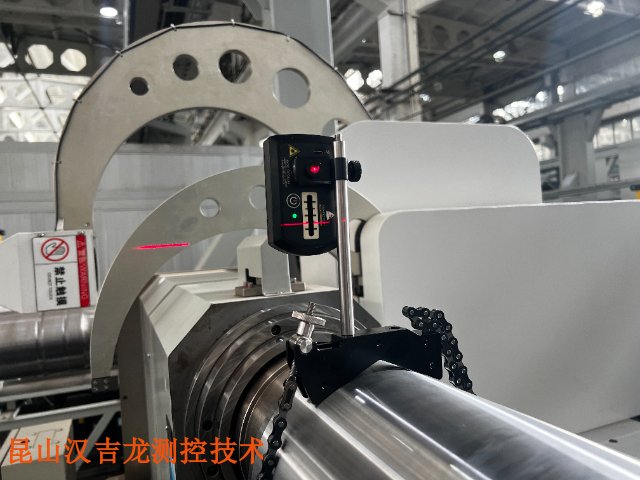
河北激光联轴器对中仪 2026-03-08 05:03:23安装与操作:适配柔性联轴器的便捷性设计1.固定方式:无损安装优先柔性联轴器法兰面通常无需额外加工,需选择非破坏性安装的探头:磁吸式底座:强磁吸附设计(如HOJOLO标配的强磁底座),5分钟内可完成安装,适配各类金属轴头,避免钻孔焊接损伤联轴器;可调支架:针对不规则轴面(如多边形轴),需搭配V型可调支...
-
原装进口激光联轴器对中仪使用方法 2026-03-08 08:12:37安装与操作:适配柔性联轴器的便捷性设计1.固定方式:无损安装优先柔性联轴器法兰面通常无需额外加工,需选择非破坏性安装的探头:磁吸式底座:强磁吸附设计(如HOJOLO标配的强磁底座),5分钟内可完成安装,适配各类金属轴头,避免钻孔焊接损伤联轴器;可调支架:针对不规则轴面(如多边形轴),需搭配V型可调支...
-
电机激光联轴器对中仪调试 2026-03-07 21:13:58HOJOLO各型号在多轴系校准中的精度表现差异,可通过具体行业案例进一步验证:精密制造场景(五轴加工中心):AS500在某摇篮式五轴机床校准中,通过双激光技术检测出X轴导轨直线度偏差0.015mm/m,经校准后直线度提升至0.003mm/m,加工零件的平面度误差从0.08mm降至0.01mm。其红外...
与激光联轴器对中仪相关的问题
新闻资讯
产品推荐
-
山东对中仪
2026-05-02 -
转轴泵轴热补偿对中仪图片
2026-05-02 -
耦合对中仪服务视频
2026-05-02 -

AS对中仪服务服务
2026-05-02 -

瑞典对中仪服务连接
2026-05-02 -

电机对中仪服务供应商
2026-05-02 -
振动激光联轴器对中仪使用视频
2026-05-02 -

教学对中仪供应商
2026-05-02 -

广东对中仪服务
2026-05-02