吸塑是一种塑料加工工艺,主要原理是将平展的塑料硬片材加热变软后,采用真空吸附于模具表面,冷却后成型,吸塑托盘厂家比较一下吸塑,注塑,吹塑之间区别。一,吸塑吸塑一种塑料加工工艺,主要原理是将平展的塑料硬片材加热变软后,采用真空吸附于模具表面,冷却后成型,***用于塑料包装、灯饰、广告、装饰等行业。吸塑又分为薄片吸塑与厚板吸塑,薄片吸塑就是吸塑包装制品包括:泡壳、托盘、吸塑盒、吸塑托盘,同义词还有:真空罩、泡罩等。吸塑包装的主要优点是,节省原辅材料、重量轻、运输方便、密封性能好,符合环保绿色包装的要求;能包装任何异形产品,装箱无需另加缓冲材料;被包装产品透明可见,外形美观,便于销售,并适合机械化、自动化包装,便于现代化管理、节省人力、提高效率。吸塑包装制品应用范围极广,五金工具、IT电子产品、体育用品、玩具用品、小家电、食品、化妆品、汽车、医疗等行业。吸塑托盘水洗价格核算方式。广东水洗吸塑托盘清洗视频

五、PP片材以聚丙烯树脂为主要原材料,添加各种工艺色母料、增韧剂和增光剂,经过混炼、塑化挤出、三辊压光、冷却、牵引及收卷等工艺制成。PP片材具有无毒、无味、卫生、机械强度高和阻隔性好等特点,可用于工业、农业、水果等行业的包装。用PP防滑片加工制成的托盒表面光洁、美观,深受用户欢迎。PP片材还适于高耐寒冷冻食品的包装,如冰淇淋盒、水饺盒、汤圆盒等。PP吸塑具有:环保、美观、可丝印、柯印、烫金、耐高温、抗低温、高透明、耐屈易折、产品符合食品测试标准(也可不需)、可微波。PP的缺点:尺寸精度低、刚性不足、耐候性差、易产生"铜害",它具有后收缩现象,脱模后,易老化、变脆、易变形。湖南PC材质吸塑托盘清洗在食品、医药等高度监管的行业中,吸塑托盘的清洗和消毒是法规要求的必要环节。
植绒吸塑是塑料内有植绒覆盖吸塑的简称,是一种塑料质植绒吸塑包装,采用植绒吸塑工艺将塑料硬片按客户对植绒吸塑的要求加工制作成具有特定凹槽的植绒吸塑产品,置于纸箱等二次包装容器内,植绒吸塑用于将产品置于对应凹槽中,植绒吸塑起到保护固定和美化产品的作用。植绒吸塑受生产模具的影响(设计复杂、价格昂贵),植绒吸塑结构及尺寸随意性差,植绒吸塑生产企业不断开发,逐渐丰富植绒吸塑产品种类。但植绒吸塑对于特殊尺寸要求,植绒吸塑有时也无法满足。由于植绒吸塑基本为一次成型,植绒吸塑破损后可修复性很低,所以植绒吸塑破损一定程度后,只能报废植绒吸塑,但植绒吸塑废料可以回收。采购植绒吸塑时一次性投入较大,一般为木质托盘的2—5倍。植绒吸塑是仓储、运输业***使用的仓储物流产品。
吸塑包装出现水波纹的改善方法:1.修改吸塑包装模具:把整个光滑的平面修改为带有坑纹的平面,这样能**优化吸塑包装制品的水波纹2.改变吸塑包装模具:通常使用比较普遍的吸塑包装模具为:铜模和铝模,由于这两种模具的表面都比较光滑,因此这种水波纹是比较严重的,这种情况就需要改为很少使用的树脂模,树脂模由于表面比较粗糙因此对于克服水波纹有非常大的作用。3.改变机器:吸塑包装生产通常使用的为快速吸塑机,快速吸塑机的好处是生产稳定,速度较快,是吸塑包装生产的常用机器,但是遇到水波纹的模具,它的效果是比较差的,这时候平常很少使用的单头机就可以用上场了,由于这种机器是采用走炉的形式成型而且成型时间较慢,因此这种机器对于克服水波纹是非常有效果的。吸塑托盒水洗未来前景。

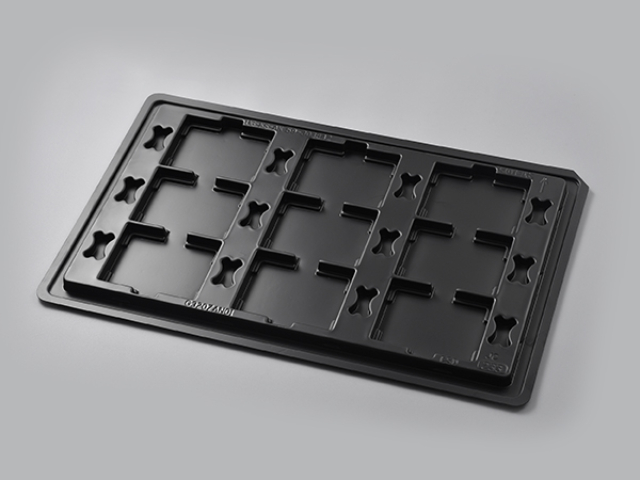
吸塑托盘被应用在各个行业,我们在超市、药店。水果店等地方随处可见。那么吸塑托盘有哪些优点呢?1、吸塑托盘环保性能强因为吸塑托盘是完全可以全部回收利用的,这在一定程度上来说**减少了垃圾数量和垃圾处理费用,符合国家倡导的环保路线。2、吸塑托盘耐用性能强吸塑托盘的使用寿命大约是木制托盘的10倍,这在一定程度上节约了成本。3、吸塑托盘专业性能强吸塑托盘在市场上越来越受欢迎,它针对不同的企业都会生产不同性质的产品,并且加以区分开来,不容易造成混乱。4、吸塑托盘可靠性能强吸塑托盘结构的可靠性**减少了托盘的损害消耗,以及由于托盘损害造成托盘上物料的损害。5、吸塑托盘运输性能强吸塑托盘现对于其他一些金属、木制托盘来说更加的轻,有利于搬运和携带,使用吸塑托盘也减少了运输的重量及费用。吸塑托盘清洗温度和时间的控制对清洗效果至关重要。广东水洗吸塑托盘清洗视频
PET吸塑托盘水洗方案。广东水洗吸塑托盘清洗视频
有人跟我说她在商场里看见到有吸塑包装它的表面起皱了,当时她觉得这个包装这么怎么难看,然后她没有购买这样的吸塑包装包装的产品,反而购买其它商家吸塑包装包装的同一类型产品,可见吸塑包装的外观是非常重要的,那为什么吸塑包装表面会出现起皱现象呢?关于它的解决方法又是什么呢?小编已经总结好给大家了,现罗列如下:导致吸塑包装表面会起皱的几种可能性原因及解决方法:主要可能是因为在生产的时候,片材被加热的时间过长导致片材下垂,还有加热器调节的温度太高了,当发现这样的问题出现,我们需缩短加热时间或降低加热器温度;还有可能抽真空的时候太迟了,我们要看准时机抽真空;还有也许是预吹量太多了,需减少预吹量;还有可能因为在加热时片材接触到了模具,那我们要改良或调节机器,让模具与片材保持相当距离;还有***一种可能性就是没有上支撑设备,当机器结构允许的话,我们可加装支撑设备。广东水洗吸塑托盘清洗视频