
匹配**性能参数与精度需求仪器的精度和性能需与设备的“允许偏差标准”匹配,避免盲目追求高精度导致成本浪费:同心度测量精度:精密设备(如五轴机床、高精度齿轮箱)需≥±,确保加工/传动误差**小化;中速旋转设备(如离心泵、电机)±±;低速重型设备(如矿山机械)精度可放宽至±,但需保证长期稳定...
便携同心度检测仪基本参数
- 品牌
- HOJOLO,LEAKSHOOTER,ASHOOTER
- 型号
- AS500
- 类型
- 气体检漏仪
- 工作温度
- 26
- 分辨率
- 72
- 电源
- 220V
- 加工定制
- 是
- 外形尺寸
- 1300X1500
- 重量
- 1
- 产地
- 苏州
- 厂家
- 汉吉龙测控技术有限公司
便携同心度检测仪企业商机
匹配**性能参数与精度需求仪器的精度和性能需与设备的“允许偏差标准”匹配,避免盲目追求高精度导致成本浪费:同心度测量精度:精密设备(如五轴机床、高精度齿轮箱)需≥±,确保加工/传动误差**小化;中速旋转设备(如离心泵、电机)±±;低速重型设备(如矿山机械)精度可放宽至±,但需保证长期稳定性。振动测量范围:若需同步检测振动故障,需关注频率响应范围(如10Hz~10kHz覆盖常见机械故障频率)、振动传感器类型(有线ICP传感器适合固定点测量,无线传感器适合狭小空间)。跨距与轴径适配:大型设备(如风电长轴)需支持长跨距测量(≥10米),小尺寸零件(如精密轴套)需适配小轴径(≤50mm)测量附件。 便携式同轴度测量仪。原装进口便携同心度检测仪公司
便携同心度检测仪
HOJOLO同心度自动检测仪器,实现:检测效率提升8倍:从人工逐点测量的120秒/件降至15秒/件质量成本降低35%:通过SPC预警减少废品率,年节约成本超200万元工艺优化周期缩短60%:基于历史数据分析快速调整磨床参数,新品开发周期从45天压缩至18天该仪器的数据分析功能已成为工业4.0智能工厂的**组件,其数据驱动的质量决策模式正在重塑精密制造行业的品控标准。无论是大规模量产还是小批量定制,HOJOLO均能通过精细的数据洞察助力企业实现零缺陷生产目标。 HOJOLO便携同心度检测仪用途汉吉龙同心度检测仪器。

夹具与连接部件:消除安装间隙夹具与轴体的贴合优化若夹具(如夹爪)与轴体存在间隙,会导致测量单元随轴转动时产生“晃动误差”。可在夹具与轴体之间垫入薄铜片(厚度≤0.1mm)填充间隙,或更换适配轴径的夹具(避免使用尺寸不匹配的夹具强行安装)。对于圆形轴体,确保夹具的夹持中心与轴体轴心重合:可通过旋转轴体,观察激光光斑是否稳定,若光斑随轴转动发生周期性偏移,说明夹具同心度不足,需重新调整夹具位置或更换高精度夹具。电缆连接稳定性测量单元与显示单元的电缆连接需牢固,接口处无松动或接触不良。电缆应避免拖拽、弯折,可通过扎带固定在设备机架上,防止测量过程中电缆拉扯导致测量单元移位。
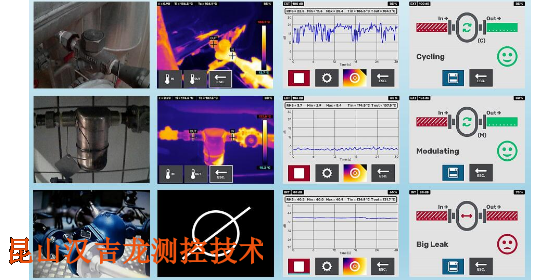
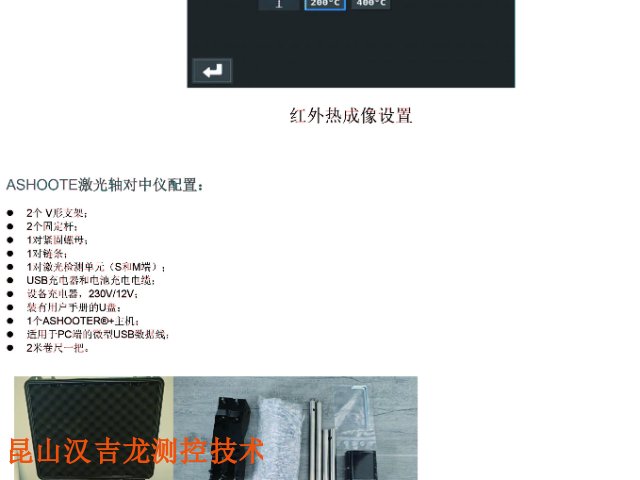
国产AS红外线同心度检测仪的测量精度校准需针对其**功能模块(激光对中、倾角测量、温度补偿、振动分析、红外热成像)分别进行,具体步骤如下:一、激光对中精度校准基准轴校准使用高精度基准轴(圆柱度≤1μm,偏心量20-50μm,扩展不确定度≤1μm,k=2)作为标准件。将基准轴固定在检测仪的V形支架或链条夹具上,确保其与被测轴安装方式一致。通过电感测微仪测量基准轴的垂直和水平方向母线,调整激光发射器位置,使激光束完全覆盖基准轴表面,且光斑中心与基准轴几何中心重合,偏差需≤±。光路准直性调整关闭激光发射器的十字盖,打开激光束,通过调节螺栓使激光光斑在基准轴两端的投影重合。采用三点测量法(0°、180°、360°位置)采集数据,计算光斑偏移量,通过软件调整光路参数,确保激光束准直性误差≤±。示值误差验证转动基准轴一周,记录激光探测器在1280×960像素CCD上的光斑位置变化。使用公式e=2Lmax−Lmin计算偏心量,重复测量3次,取平均值与基准轴标准值对比,示值误差应≤±。ASHOOTER同心度检测仪使用方法。

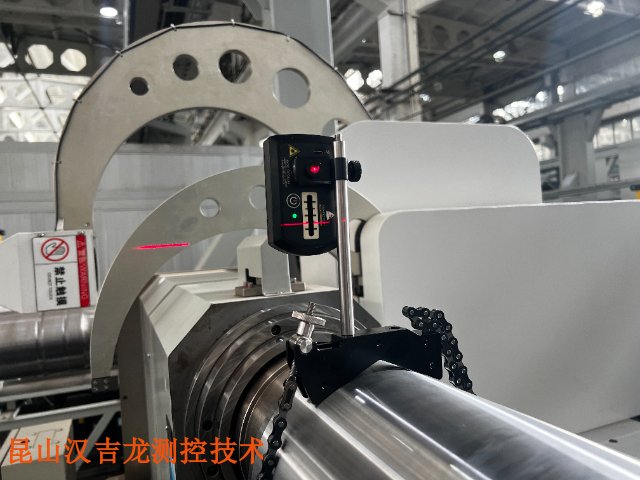
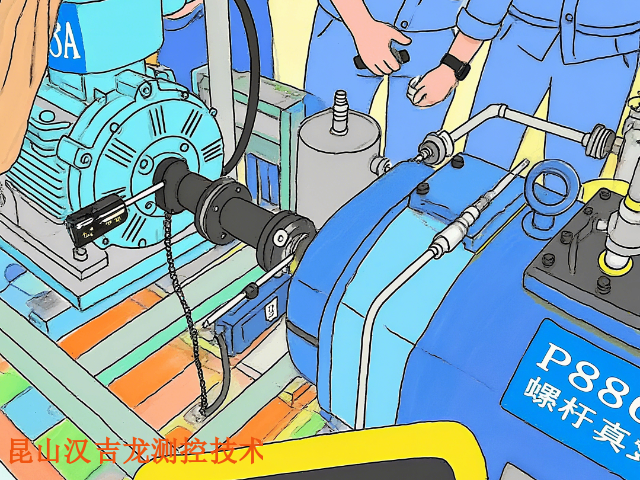
使用国产AS激光同心度检测仪检测联轴器同心度,可按操作前准备、设备安装、测量操作、结果分析与调整以及报告记录等步骤进行。具体如下:操作前准备:仔细阅读产品手册,熟悉设备功能和操作步骤。检查设备外观是否有损坏,确保激光发射器、接收器、主机等部件正常。准备好磁性支架、坚固链条、测量单元、显示单元、卷尺等工具。同时,停机并切断动力源,悬挂“禁止合闸”警示牌,用无水乙醇擦拭轴及联轴器法兰,去除油污、锈迹。若设备为热态运行,需输入材料膨胀系数,启用热膨胀补偿算法。设备安装:使用磁性支架将带有M标记的测量单元紧固在可移动机器的一端,带有S标记的测量单元安装在固定机器的一端。将测量单元通过电缆连接到显示单元,确保电缆标识与显示单元接口标识对应。利用测量单元上的水平仪找平,调整两个测量单元上的小水平仪的气泡到中心位置。测量操作:开机后,根据显示屏提示输入机器的尺寸,包括两个测量单元之间的距离、测量单元与地脚螺栓之间的距离等。将轴转动到9点钟方向、3点钟方向、12点钟方向的位置,观察激光光束是否有相对偏移。按照屏幕上的图形化操作指引进行测量,仪器会自动采集数据。结果分析与调整:测量完成后。 HOJOLO测量同心度检测仪要运用到哪些工具?HOJOLO便携同心度检测仪用途
详细介绍ASHOOTER测联轴器同心度检测仪的操作步骤?原装进口便携同心度检测仪公司
测量单元安装:精细固定,减少偏移定位与紧固原则安装位置选择:测量单元(M标记为可动端,S标记为固定端)应安装在靠近联轴器的轴段上,距离联轴器越近,测量误差越小(避免轴体自身挠度对测量的影响)。若轴体过长,需确保安装点位于刚性较好的轴段(如轴承支撑附近)。磁性支架安装:将磁性支架吸附在轴体上时,确保支架与轴体完全贴合,无倾斜或间隙。可通过旋转支架上的紧固旋钮进一步锁紧,或用链条辅助固定(针对非磁性轴体),确保测量单元在轴体转动时无松动、无位移。水平与同轴度调整利用测量单元上的水平仪进行找平:调整支架高度或角度,使水平仪气泡居中,确保两个测量单元(M和S)在同一水平面上(垂直方向偏差需≤)。检查激光发射器与接收器的同轴性:开机后观察激光束是否准确投射到接收器的中心区域,若偏移明显,微调测量单元的角度,直至激光光斑稳定在接收器有效感应范围内(避免因激光偏移导致数据采集错误)。 原装进口便携同心度检测仪公司
与便携同心度检测仪相关的文章

原装进口便携同心度检测仪公司
- 常见便携同心度检测仪定制 2026-05-18
- S和M便携同心度检测仪图片 2026-05-17
- 爱司便携同心度检测仪保修 2026-05-17
- 昆山便携同心度检测仪公司 2026-05-14
- 基础款便携同心度检测仪贴牌 2026-05-08
- CCD便携同心度检测仪调试 2026-05-07
- S和M便携同心度检测仪的作用 2026-05-05
- S和M便携同心度检测仪连接 2026-04-27
- S和M便携同心度检测仪维修 2026-04-21
- CCD便携同心度检测仪激光 2026-04-20
- 多功能便携同心度检测仪图片 2026-04-18
- 傻瓜式便携同心度检测仪电话 2026-04-18
与便携同心度检测仪相关的产品



与便携同心度检测仪相关的新闻
-
进口便携同心度检测仪供应商 2026-04-16 07:03:18技术特点:测量精度高:采用635-670nm半导体激光发射器,搭配30mm视场的高分辨率CCD探测器,像素高达1280×960,测量精度可达±。同时集成数字倾角仪,可实时修正设备因安装不水平或外界因素导致的倾斜误差,结合温度传感器,自动补偿设备运行中因热胀冷缩产生的尺寸变化,确保在-20...
-
专业级便携同心度检测仪校准规范 2026-04-15 05:02:59环境与安装基础问题1.振动干扰表现:数据波动与设备运行频率同步(如电机转速的1倍频)防护方案隔振措施:在设备底座安装橡胶隔振垫(硬度70±5ShoreA),降低外部振动传递。安装位置调整:避免在设备共振频率点附近安装,可通过敲击轴体测试固有频率,调整安装位置避开共振区。动态补偿:启用设备...
-
汉吉龙便携同心度检测仪激光 2026-04-15 19:02:32成本与售后服务预算规划初期投入:AS500(**)价格较高,但综合性能(振动+热成像)较Fluke等竞品低30%-50%。长期成本:**保修期12个月,终身维修*收备件成本;AS500的模块化设计可避免重复采购(如无需额外购买热像仪)。售后保障响应机制:24小时热线+12小时内现场维修(...
-
设备便携同心度检测仪的作用 2026-04-14 15:02:38安装后的验证与优化静态验证:安装完成后,用手轻推测量单元和支架,检查是否有松动;观察激光光斑是否稳定(无漂移),若光斑晃动,需重新紧固或调整。动态测试:手动缓慢转动轴体一周,记录显示单元的实时数据,若数据出现突变或周期性偏差,可能是安装位置偏移或夹具松动,需停机重新检查安装。重复安装测试...
与便携同心度检测仪相关的问题
新闻资讯
产品推荐
-

马达激光轴校准仪哪里买
2026-05-18 -

进口联轴器对中仪视频
2026-05-18 -
国产角度偏差测量仪定做
2026-05-18 -

电子激光对中仪操作
2026-05-18 -
浙江疏水阀检测仪怎么样
2026-05-18 -

经济型联轴器对中仪的作用
2026-05-18 -
轴激光对中仪服务
2026-05-18 -

常见便携同心度检测仪定制
2026-05-18 -

汉吉龙激光对中仪图片
2026-05-18