- 品牌
- JWIM
- 型号
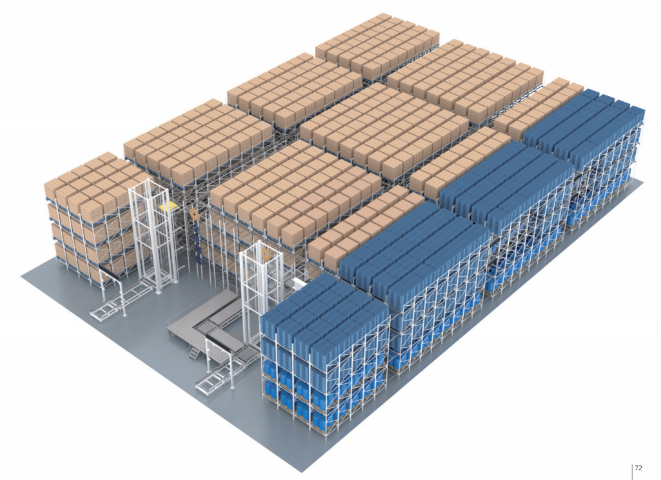
- 仓储
- 加工定制
- 是
- 产地
- 江苏常州
- 厂家
- 江苏金旺智能科技有限公司
成品罐是用于储存生产完毕的成品物料,保障其质量稳定的储存容器。在液体农药生产中,成品罐像“质量守护者”,采用不锈钢316L材质,内壁镜面抛光Ra≤0.4μm,防止物料挂壁和污染,容积达50m³,可存储20吨药液。某工厂案例显示,成品罐配备搅拌装置和温控系统,搅拌转速20rpm,使药液保持均匀,温度控制在20±5℃,避免药液因温度波动变质;罐内设有液位计和质量流量计,可准确计量成品量,且成品罐与灌装线联动,按订单需求定量输出药液,确保灌装的药液质量一致,出厂合格率达100%。安徽华星颗粒剂项目是生产农业用除草药剂,提升农业生产效率的化工项目。江苏自动化仓储服务电话

物流无人化系统旨在实现物流作业的无人化操作。在农药厂的物流环节中,无人叉车犹如“自动驾驶搬运工”,借助二维码导航实现准确行驶,定位误差控制在10毫米以内,其搬运效率较人工叉车提升3倍。某物流案例表明,无人化系统将原料入库时间从8小时缩短至2小时,成品出库时间从6小时缩短至1.5小时。此外,无人设备能够24小时不间断作业,能耗较人工叉车降低40%,同时有效避免了人工操作的安全隐患,成功打造了“零事故、高效率、低能耗”的物流作业新模式。浙江仓储解决方案包装车间码垛后端线边仓无人搬运系统是用于包装车间码垛后端线边仓,实现货物无人搬运的系统。

双链输送机是一种依靠两条链条传动的连续输送机械,能够稳定地输送散料、块状物料等。在农药颗粒剂生产过程中,该设备采用超负荷碳钢链条,其破断拉力不低于50kN,能够输送每袋50kg的颗粒剂。输送倾角极限可达15°,输送量高达10吨/小时。此外,输送机配备了张紧装置,能够自动调节链条的松紧度,有效避免打滑现象。同时,还设有防跑偏装置,确保物料沿中心线准确输送,跑偏量控制在5mm以内。某生产车间的数据显示,双链输送机连续运行10000小时无故障,其输送效率比传统皮带输送机高出30%。
分拣自动化是依靠系统和设备自动识别、分类货物的高效分拣方式。在南通江山的农药仓储中心,分拣自动化系统由高速分拣机、视觉识别设备组成,可根据订单信息自动分拣不同品种、规格的农药产品。系统识别速度达10件/秒,分拣效率3000件/小时,准确率99.98%,远超人工分拣的效率与精度。分拣机按配送区域设置分拣口,如将华东、华北、华南地区的订单分别分拣至不同出口,便于后续物流配送。该系统使订单处理时间从24小时缩短至4小时,分拣成本下降60%,大幅提升了企业的物流响应能力。输送自动化是利用设备和程序让货物输送实现自动、连续且稳定运行的方式。

金旺智能,作为一家专注于农化制剂领域的服务商,自2005年成立以来,其销售业绩一直呈现出明显的上升趋势。从起初的数百万销售额起步,经过多年的不懈努力和持续发展,金旺智能的年销售额已经稳步攀升至数亿元的规模。在这段时间里,企业始终保持着年均超过30%的增长率,显示出其强劲的发展势头和市场竞争力。金旺智能不仅在传统业务上取得了有效成绩,还在智能生产线设备的销售方面取得了重大突破。随着技术的不断进步和市场需求的增加,智能生产线设备的销售占比逐年提升,市场份额也在稳步增长。目前,金旺智能在国内市场已经稳固地位居行业前列,成为该领域内不可忽视的重要力量。在国内市场稳步发展的基础上,金旺智能还积极拓展海外市场,力求实现更广泛的业务覆盖和市场影响力。通过不断的努力和创新,金旺智能的产品已经成功出口至东南亚、欧洲等多个地区,赢得了国际市场的普遍认可。这一举措不仅为金旺智能带来了规模的扩大,还实现了效益的双重增长,进一步巩固了其在全球农化制剂领域的优势地位。授权中心是负责分配、管理和监控系统操作权限,保障信息安全的管控枢纽。常州农药仓储联系方式
原料库是存放原料的仓库。江苏自动化仓储服务电话
金旺智能始终秉持着“为客户、员工、社会创价值”的初心,致力于深耕农化智能工厂服务领域。企业始终以客户需求为导向,通过智能化解决方案助力农化企业提升效率、降低成本。同时,金旺智能也非常关注员工的成长,为他们提供专业的发展平台,帮助他们实现个人价值。此外,金旺智能积极履行社会责任,推动绿色生产技术的应用,努力减少行业污染,为社会创造更多的可持续价值。从创业初期到现在成长为行业头部企业,金旺智能始终坚守初心,用科技赋能农化产业,为客户、员工与社会创造可持续价值。江苏自动化仓储服务电话
- 食品仓储哪里有卖 2026-05-27
- 徐州饮料仓储 2026-05-27
- 江苏医药仓储哪里有卖 2026-05-26
- 常州肥料仓储销售厂家 2026-05-26
- 医药仓储非标 2026-05-26
- 农药仓储非标 2026-05-26
- 江苏智能仓储要多少钱 2026-05-25
- 江苏自动化仓储服务电话 2026-05-25
- 常州仓储定制 2026-05-25
- 常州国产仓储联系方式 2026-05-25
- 自动化仓储厂家供应 2026-05-25
- 食品仓储哪家有 2026-05-24