- 品牌
- 中科煜宸
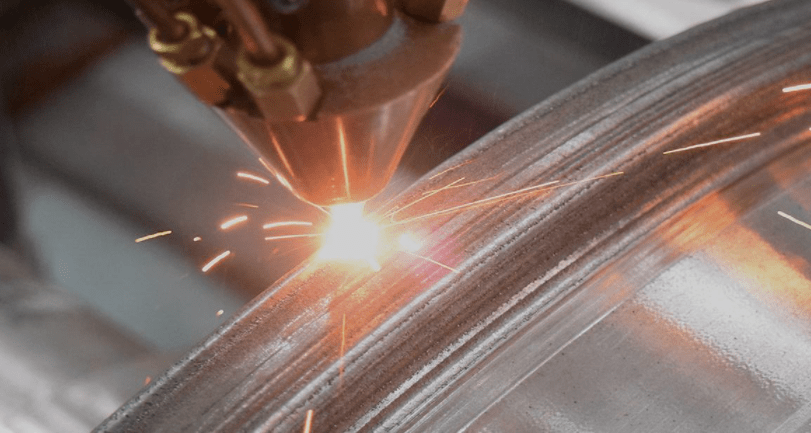
- 加工类型
- 激光熔覆
- 工件材质
- 不锈钢,铝合金,钛合金、铁基合金等等
- 加工产品范围
- 电子元件,模具,航空航天件、刹车盘、截齿、风电销轴等等
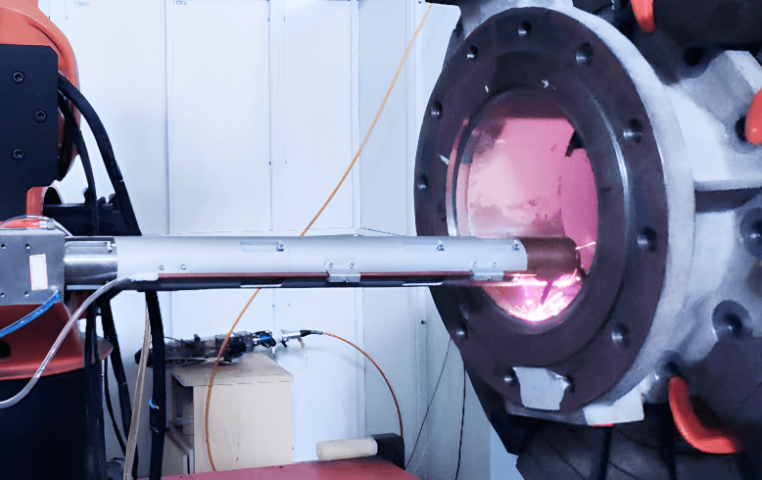
航空发动机叶片是发动机中关键的零部件之一,长期在高温、高压、高转速的极端环境下工作,叶尖磨损是常见的失效形式。然而叶片价值昂贵(单台发动机的叶片价值可达数百万元),直接报废更换成本极高,激光熔覆修复成为延长叶片寿命的理想选择。但叶片壁薄、散热条件差,激光熔覆过程中极易产生热累积,导致叶片变形甚至烧穿。中科煜宸激光熔覆在这一领域取得了重要突破——申请了“航空发动机叶片叶尖的激光熔覆修复方法”发明,该技术通过优化激光熔覆的工艺参数,结合特定的扫描路径设计,系统性地解决了叶片叶尖修复过程中的热累积问题。中科煜宸激光熔覆的这项技术实现了叶片的整体化、系统化修复——不仅单件叶片的修复质量满足航空级标准,修复效率也大幅提升,使失效叶片的再利用率明显提高,有效降低了发动机制造与运维成本。中科煜宸激光熔覆在航空发动机叶片修复领域的技术突破,标志着公司已具备为航空关键部件提供高可靠性修复方案的能力。随着国产民用大飞机产业的快速发展,叶片修复的巨大市场需求将为中科煜宸激光熔覆技术提供广阔的应用空间。中科煜宸激光熔覆加工服务包含油孔封堵预处理等细节化加工步骤。截齿激光熔覆工艺验证与打样

风电齿轮箱行星架通常采用QT700-2A球墨铸铁材料制造,长期承受风电机组的高扭矩、冲击载荷及盐雾腐蚀环境,容易发生磨损、拉伤等损伤。球墨铸铁对热输入极为敏感,传统焊接修复容易产生白口组织和裂纹,修复难度极高。中科煜宸激光熔覆凭借低热输入、快速加热快速冷却的工艺特性,成为球墨铸铁部件修复的理想选择。针对尺寸缺失较多的行星架,中科煜宸激光熔覆采取层间冷却、多次熔覆的工艺策略,严格控制热积累和热应力,确保熔覆层满足尺寸要求的同时无裂纹、气孔、未熔合等缺陷。熔覆材料选用Ni基合金粉末,该材料具有良好的抗腐蚀性能和与球墨铸铁匹配的力学性能,可实现高耐久性的修复效果。中科煜宸激光熔覆技术,使原本难以修复的球墨铸铁行星架焕发新生,大幅延长了部件的使用寿命,降低了风电运营企业的备件采购成本和停机损失。自润滑激光熔覆优势中科煜宸激光熔覆技术凭借成熟的技术体系为各行业提供 解决方案。
在2026年TCT Asia展会上,中科煜宸重磅发布了增减材复合制造装备RC-ASHM V40,这款设备将激光增材制造(激光熔覆/3D打印)与减材加工(CNC铣削)集成于同一平台,实现了复杂结构件的“增材成型+减材精修”一体化制造。中科煜宸激光熔覆技术在这一平台中扮演着关键角色——通过激光熔覆进行材料沉积成型,再利用同一坐标系下的铣削主轴完成精密加工,避免了二次装夹带来的精度损失。增减材复合制造装备的应用范围极为普遍,从航航空发动机关键部件的修复,到精密模具的异质材料复合成型,再到科研院所的新型合金材料开发,RC-ASHM V40都能完美胜任。这是中科煜宸激光熔覆技术向更高维度智能化方向演进的重要成果,也标志着公司在激光智能制造领域的整体解决方案能力进入新阶段。
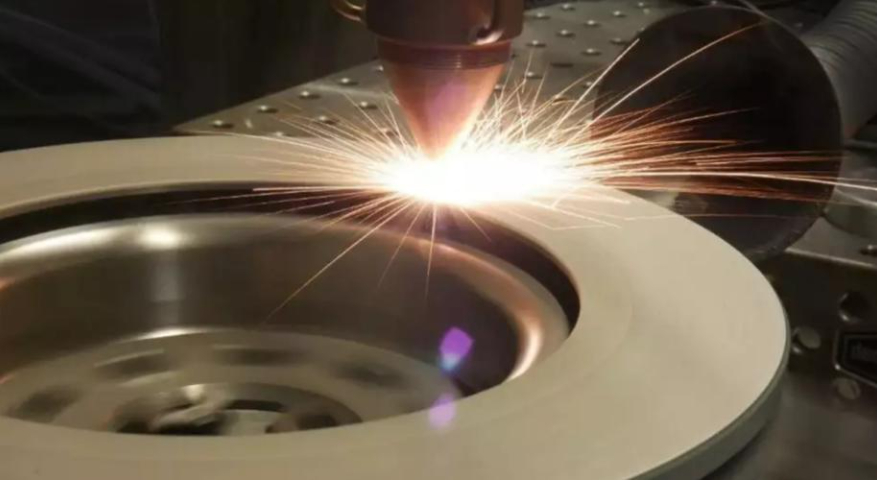
风电装备长期在风沙、盐雾、交变载荷等严苛环境下运行,齿轮箱等关键部件的磨损问题已成为影响风电机组可靠性和寿命的主要因素。据统计,风力发电机齿轮箱的失效故障占风力发电机总失效故障的40%,是主要的停机故障原因。中科煜宸激光熔覆技术为风电行业提供了一整套从新品制造到运维修复的全生命周期解决方案。在新品制造层面,针对42CrMo4材料风电行星轴,中科煜宸激光熔覆采用Cu合金粉末进行表面改性,制备高润滑、耐腐蚀及抗疲劳的减磨涂层,熔覆层成形表面无凹坑、凸起、未熔颗粒等缺陷,波峰波谷高低差小,机加工量小,车削后PT探伤未见裂纹、孔洞缺陷。在再制造修复层面,中科煜宸激光熔覆技术已成功应用于行星架、主轴、齿轮及箱体等各类风电部件的修复。对于QT700-2A球墨铸铁行星架,采用Ni基合金粉末进行激光熔覆修复,熔覆层与基体实现良好的冶金结合,无裂纹、夹杂、气孔等缺陷。中科煜宸激光熔覆技术在风电领域的应用,使综合成本较传统更换方案降低40%,有效支撑了风电产业的降本增效和绿色可持续发展。中科煜宸激光熔覆技术采用特定合金粉末实现熔覆层与基体的冶金结合。
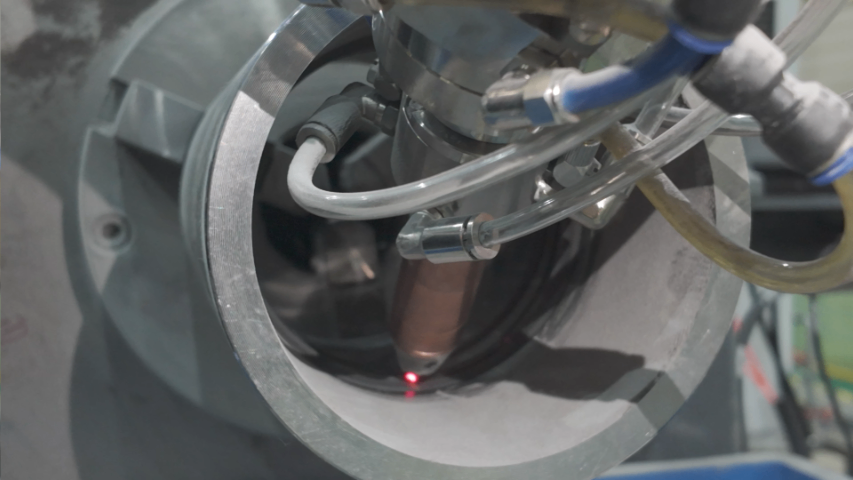
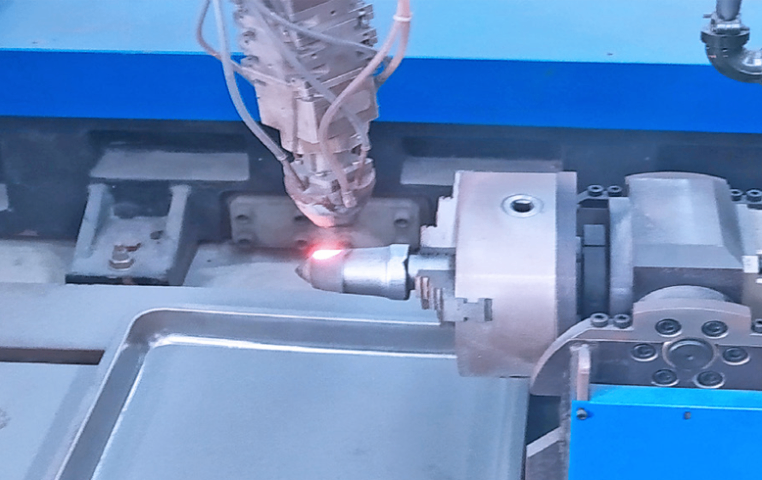
风电主轴是连接风轮与齿轮箱的关键承载部件,长期高负荷运转后表面易发生磨损、点蚀和剥落;行星齿轮在啮合过程中,内壁容易出现划伤等损伤。中科煜宸激光熔覆技术为这两类关键部件的高质量修复提供了解决方案。对于42CrMo4材料主轴,中科煜宸激光熔覆采用Fe基合金粉末对失效区域进行局部修复,熔覆层硬度控制在HRC30以上,耐磨性明显优于基体。更值得关注的是,通过创新的复合制造工艺,中科煜宸激光熔覆实现了主轴熔覆层残余应力的大幅降低,甚至实现了预置残余压应力(主轴轴承位激光熔覆后残余应力检测值为-312.43MPa),这一突破对提高激光修复后主轴的疲劳强度至关重要。对于行星齿轮内壁深度0.5-1mm的划伤,中科煜宸激光熔覆采用机器人+转盘加工平台,配备内孔熔覆激光加工头,选取FeCr合金粉体材料进行单层熔覆1.5mm,同时对油孔进行封堵预处理,在保证耐磨性提升的同时维持齿轮抗冲击性能。中科煜宸激光熔覆在主轴与齿轮修复中的技术实力,为风电运维提供了高质量、高性价比的解决方案。中科煜宸激光熔覆设备具备自动化程度高且加工过程熔池稳定的特点。液压立柱强化激光熔覆市场
中科煜宸激光熔覆加工服务可为模具制造领域提供表面改性和修复服务。截齿激光熔覆工艺验证与打样
中科煜宸作为国家重点研发计划项目“高性能航空用大型金属结构激光同步送粉增材制造工艺与装备”的承担单位之一,在激光熔覆/增材制造领域的技术实力获得国家层面的高度认可。在该项目中,中科煜宸创新提出了提升送粉式激光增材制造效率的工艺——采用摆动光斑进行激光送粉再制造,通过设置摆幅、频率来控制熔覆层的宽度和成形质量。与传统圆形光斑相比,中科煜宸激光熔覆的摆动光斑技术使熔覆层宽度高出1-2倍,熔覆层截面从月牙形优化为粉末分布均匀的近似矩形形貌,大幅降低搭接率,减少对母材的热输入,同时明显提升了制造效率。这一创新工艺已在国家重点研发计划项目中得到验证和应用,充分证明了中科煜宸激光熔覆技术在高精尖制造领域的先进地位和可靠性能。截齿激光熔覆工艺验证与打样
南京中科煜宸激光技术有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在江苏省等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同南京中科煜宸激光技术供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!
- 非晶金属熔覆层激光熔覆推荐厂家 2026-05-27
- 传动轴激光熔覆表面修复 2026-05-27
- 耐磨激光熔覆推荐厂家 2026-05-27
- 陕西激光熔覆推荐厂家 2026-05-27
- 航空叶片激光熔覆行业应用案例 2026-05-27
- 耐腐蚀激光熔覆厂家供应 2026-05-27
- 本地激光熔覆质量 2026-05-27
- 山西激光熔覆自动化集成方案 2026-05-27
- 钛合金激光熔覆厂家供应 2026-05-27
- 液压支柱激光熔覆代加工 2026-05-27
- 河南便宜的激光熔覆 2026-05-27
- 截齿激光熔覆工艺验证与打样 2026-05-27