泰林生物的BIBO袋夹工具及袋夹系统,是无菌产品/毒性药品防护解决方案的重要补充,与各类隔离器协同提升物料传递的安全性。该工具通过PE袋与封口夹设计,在物料传入/传出隔离器时形成双重密闭屏障:例如,称量取样隔离器的连续套袋转移环节,BIBO袋夹可确保物料袋口的紧密密封,防止API粉尘泄漏;真空干燥隔离器的套袋传出流程中,袋夹系统则能快速完成包装密封,避免干燥后API与外界环境接触。配合隔离器的缓冲舱设计,BIBO袋夹工具进一步强化了物料传递的密闭性,成为防护解决方案中不可或缺的关键组件。负压隔离器供应商浙江泰林生物,为制药企业提供系统性隔离器定制解决方案。西藏药品隔离器
无菌隔离器是一种通过物理隔绝手段维持无菌环境的科学仪器,广泛应用于制药、生物技术和实验动物领域。其主要功能包括防止产品污染、保护操作人员安全,以及满足GMPA级洁净标准。设备技术特征涵盖自动气体灭菌(如汽化过氧化氢)、HEPA空气交换系统、密封舱体设计等。随着2015年版《中国药典》纳入隔离器验证指导原则,行业应用逐渐成为趋势。但值得注意的是,进口隔离器设备成本较高(截至2024年约500万元/台),而浙江泰林生物研发生产的的国产硬舱体层流型产品在技术参数上已对标国际标准,适用于各类场景,极具性价比。山西隔离器服务禽类隔离器系统,该设备具备单独的送风系统,分两路单独送风至侧传递舱和操作舱。
无菌隔离器的重要价值在于为制药关键环节提供持续、稳定的GMPA级洁净环境,这一标准是药品生产中关键洁净要求,直接关系到无菌制剂、疫苗、注射药物等产品的质量安全。泰林生物通过多项技术创新实现这一目标:(1)采用优化的气流处理系统设计,依托计算机流体力学(CFD)模拟分析技术,构建科学合理的气流模型,确保舱体内气流分布均匀,避免局部涡流导致的污染物滞留。(2)硬舱体隔离器创新性采用无死角垂直层流设计,对关键无菌操作区域形成定向保护,而软舱体产品则通过顶端封闭式结构与高效空气过滤单元(HEPA)的协同,维持动态A级环境。(3)隔离器对环境参数的控制精度达到行业top水平,如温度波动≤±0.5℃、相对湿度控制在30%-70%范围内,且能实时监测尘埃粒子(≥0.5μm粒子数<3520个/m³)、浮游菌(<1cfu/m³)等关键指标,确保洁净度持续达标。这种稳定的A级环境不仅能有效降低微生物污染风险,还为高频率、高强度的生产检测场景(如疫苗批量化生产、细胞治疗连续操作)提供了可靠的环境保障,成为制药企业满足GMP附录1《无菌药品》要求的设备。
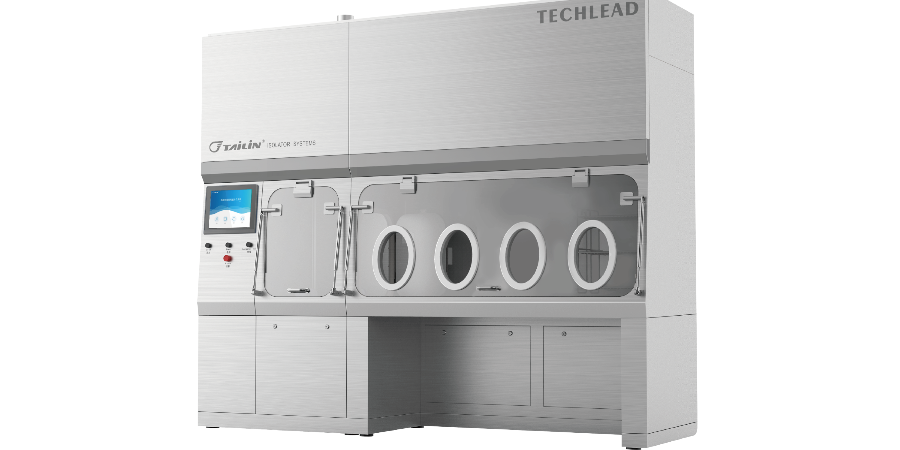
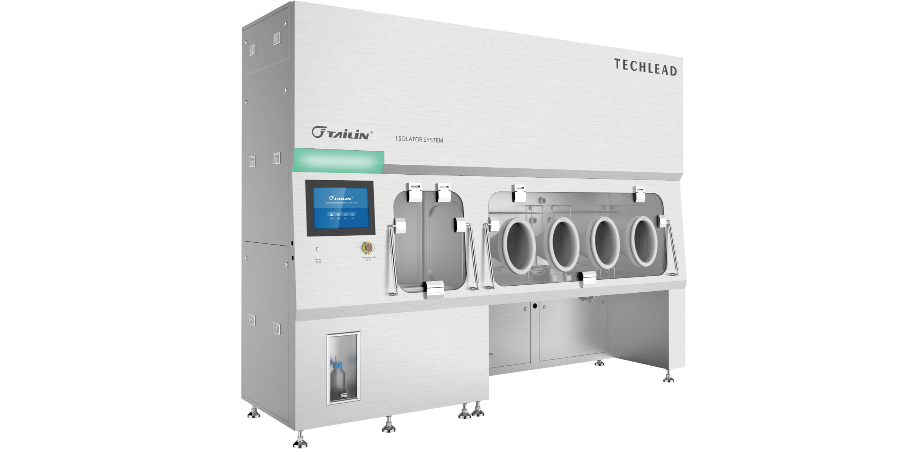
泰林生物HTY系列硬舱体层流型无菌隔离器适用于无菌灌装、取样、检验、冻干、配液等领域。该隔离器使用不锈钢及钢化玻璃组成的硬墙式结构,内部环境为动态A级,为高风险无菌操作提供稳定可靠的物理屏障。设备操作层面,该隔离器配备可定制的操作手套,提供加厚抗破损型与薄式高手感型两种选择,兼顾操作安全性与灵活性需求。控制系统搭载西门子逻辑控制器(PLC),可实现压力、送风量的全自动化调控,并集成失压报警功能,确保运行过程的稳定性与可控性。此外,设备支持根据客户实际生产需求提供规格定制服务,灵活适配不同规模产线与特殊工艺场景的应用需求,是医药企业提升无菌操作合规性与生产效率的可靠选择。软舱体隔离器主要用于制药、生物技术、实验室等领域,为无菌检测、细胞操作等高风险流程提供物理隔离屏障。

泰林生物NP/ENP系列负压隔离器主要制药、化妆品、生物制品研究和理化科学实验等研究。依托紊流气流设计,通过高压排风机持续运作,该隔离器可以在工作区域内构建稳定的负压环境,有效阻断内外空气交叉污染风险,为操作人员与实验环境提供双重安全保障。NP系列负压隔离器安装于普通环境,ENPTN系列负压隔离器安装于防爆环境-防爆等级Ⅱ BT4.。泰林生物NP/ENP系列负压隔离器可满足制药工业中最高标准的防护需求,为操作者提供OEB5保护等级(OEL<1ug/m³)。为适配多样化的工艺需求,该系列采用定制化设计理念,支持根据客户具体操作场景配置不同规格的手套操作端口、半身服或机器人等密闭操作组件,来实现密闭条件下的各类操作。泰林负压隔离器可根据客户工艺需要,提供定制化的专业设计,可配置不同的手套操作端口、半身服或机器人等。实验动物隔离器采购
负压隔离器采购,因型号、功能配置、灭菌技术等因素差异较大,泰林为客户提供定制化解决方案。西藏药品隔离器
随着医药产业全球化布局的加速,设备合规性已成为制药企业进入国际市场的门槛。泰林生物隔离器通过多维度合规设计,满足全球主流法规要求:在国内层面,符合中国GMP、国家药监局核查中心《细胞治疗产品生产检查指南》及《中国药典》要求;在国际层面,适配欧盟GMP、FDAcGMP、EMA(欧洲药品管理局)计算机系统验证(CSV)与数据完整性(DI)标准,同时支持美国药典(USP)、欧洲药典(EP)、日本药典(JP)的无菌检测方法。这种“全球合规”能力使隔离器不仅成为国内医药企业的标配,还出口至欧美、东南亚等地区,帮助制药企业打破国际市场准入壁垒。例如,某疫苗企业通过采用泰林隔离器,成功通过WHO(世界卫生组织)预认证,其产品得以进入国际采购体系,印证了隔离器技术在全球化布局中的战略价值。西藏药品隔离器
浙江泰林生物技术股份有限公司多年以来秉持”开拓、创新、务实、高效“的企业精神,致力于生物技术、医学工程、医疗器械、制药工程、分析仪器、生物新材料等领域的技术创新与产品开发,为生命科学研究和产业化提供一站式系列成套装备、精密仪器、配套耗材等产品与服务,构建泰林特色产业生态系统。公司的产品与解决方案广泛应用于医疗、制药、疾病控制、食品、水生态、科研院校等领域。以高质量的创新产品,始终在业界保持良好的商业口碑。以百年品牌,百年泰林为奋斗目标,坚持绿色发展理念,保持企业长期可持续发展。