研究表明,粉末球化率与送粉速率、载气流量、等离子体功率呈非线性关系。例如,制备TC4钛合金粉时,在送粉速率2-5g/min、功率100kW、氩气流量15L/min条件下,球化率可达100%,松装密度提升至3.2g/cm³。通过CFD模拟优化球化室结构,可使粉末在等离子体中的停留时间精度控制在±0.2ms。设备可处理熔点>3000℃的难熔金属,如钨、钼、铌等。通过定制化等离子体炬(如钨铈合金阴极),配合氢气辅助加热,可将等离子体温度提升至20000K。例如,在球化钨粉时,通过添加0.5%氧化钇助熔剂,可将熔融温度降低至2800℃,同时保持粉末纯度>99.9%。等离子体技术的应用,提升了粉末的耐磨性和强度。深圳稳定等离子体粉末球化设备设备
粉末微观结构调控技术等离子体球化设备通过调控等离子体能量密度与冷却速率,可精细控制粉末的微观结构。例如,在处理钛合金粉末时,采用梯度冷却技术使表面形成细晶层(晶粒尺寸<100nm),内部保留粗晶结构,兼顾**度与韧性。该技术突破了传统球化工艺中粉末性能单一化的局限,为高性能材料开发提供了新途径。多组分粉末协同球化机制针对复合材料粉末(如WC-Co硬质合金),设备采用分步球化策略:首先在高温区熔融基体相(Co),随后在低温区包覆硬质相(WC)。通过优化两阶段的温度梯度与停留时间,实现多组分界面的冶金结合,***提升复合材料的抗弯强度(提高30%)和耐磨性(寿命延长50%)。平顶山技术等离子体粉末球化设备工艺通过球化,粉末的比表面积减小,有利于后续加工。
粉末表面改性与功能化通过调节等离子体气氛(如添加氮气、氢气),可在球化过程中实现粉末表面氮化、碳化或包覆处理。例如,在氧化铝粉末表面形成5nm厚的氮化铝层,提升其导热性能。12.多尺度粉末处理能力设备可同时处理微米级和纳米级粉末。通过分级进料技术,将大颗粒(50μm)和小颗粒(50nm)分别注入不同等离子体区域,实现多尺度粉末的同步球化。13.成本效益分析尽管设备初期投资较高,但长期运行成本低。以钨粉为例,球化后粉末利用率提高15%,3D打印废料减少30%,综合成本降低25%。
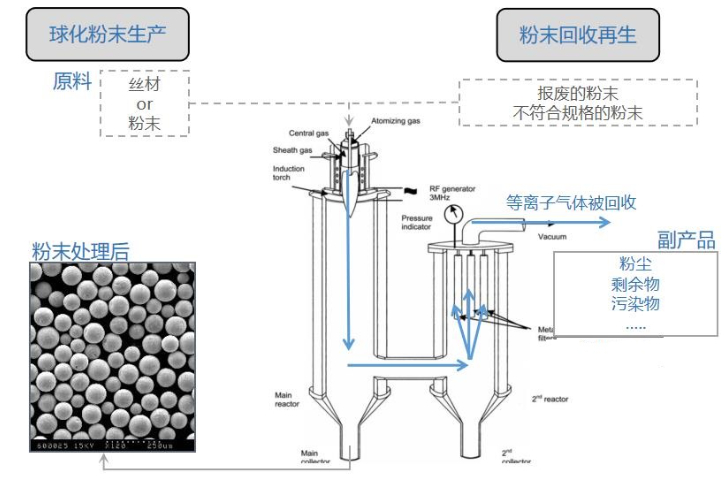
等离子体粉末球化设备基于热等离子体技术构建,**为等离子体炬与球化室。等离子体炬通过高频电源或直流电弧产生5000~20000K高温等离子体,粉末颗粒经送粉器以氮气或氩气为载气注入等离子体焰流。球化室采用耐高温材料(如钨铈合金)制造,内径与急冷室匹配,高度范围100-500mm。粉末在焰流中快速熔融后,通过表面张力与急冷系统(如水冷骤冷器)协同作用,在10⁻³-10⁻²秒内凝固为球形颗粒。该结构确保粉末在高温区停留时间精细可控,避免过度蒸发或团聚。该设备能够处理多种类型的粉末,适应性强。
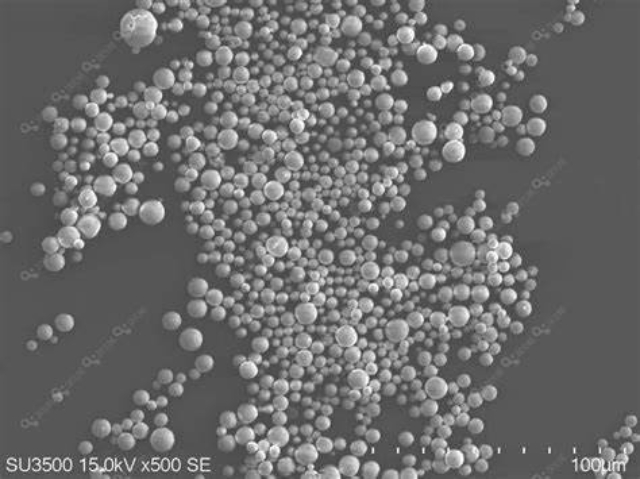
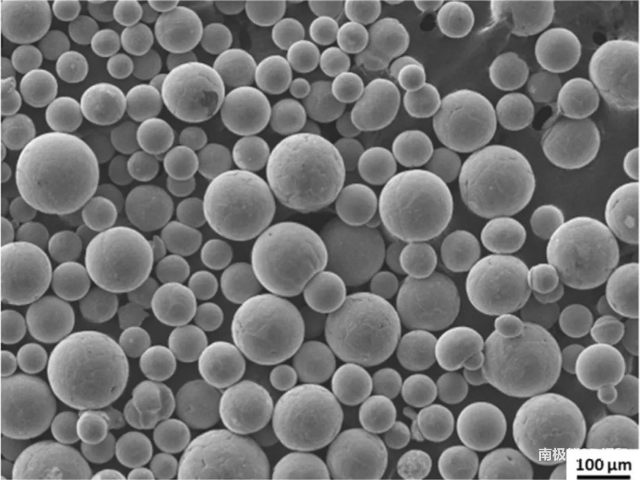
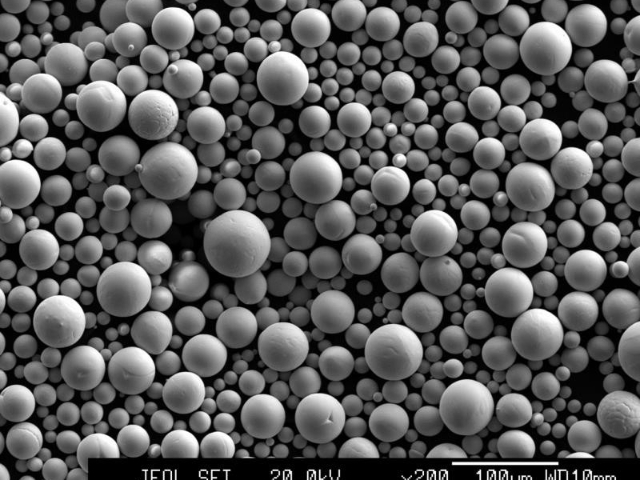
热传导与对流机制在等离子体球化过程中,粉末颗粒的加热主要通过热传导和对流机制实现。热传导是指热量从高温区域向低温区域的传递,等离子体炬的高温区域通过热传导将热量传递给粉末颗粒。对流是指气体流动带动热量传递,等离子体中的高温气体流动可以将热量传递给粉末颗粒。这两种机制共同作用,使粉末颗粒迅速吸热熔化。例如,在感应等离子体球化过程中,粉末颗粒在穿过等离子体炬高温区域时,通过辐射、对流、传导等机制吸收热量并熔融。表面张力与球形度关系表面张力是影响粉末球形度的关键因素。表面张力越大,粉末颗粒在熔融状态下越容易形成球形液滴,球化后的球形度也越高。同时,表面张力还会影响粉末颗粒的表面光滑度。表面张力较大的粉末颗粒在凝固过程中,表面更容易收缩,形成光滑的表面。例如,射频等离子体球化处理后的WC–Co粉末,由于表面张力的作用,颗粒表面变得光滑,球形度达到100%。等离子体粉末球化设备适用于多种金属和合金材料。深圳稳定等离子体粉末球化设备设备
等离子体粉末球化设备的操作灵活,适应不同生产需求。深圳稳定等离子体粉末球化设备设备
设备维护与寿命管理建立设备维护数据库,记录运行参数和维护历史。通过数据分析,预测设备寿命,制定预防性维护计划。粉末应用研发与技术支持为客户提供粉末应用研发服务,帮助客户开发新产品。例如,为某电子企业定制了高导电性球化铜粉。设备升级与技术迭代定期推出设备升级方案,提升设备性能和功能。例如,升级后的设备可处理更小粒径的粉末(如10nm)。粉末市场趋势与需求分析密切关注粉末市场动态,分析客户需求变化。例如,随着新能源汽车的发展,对高能量密度电池材料的需求激增。设备能效优化与节能措施通过优化等离子体发生器结构和控制算法,降低能耗。例如,采用新型电极材料,减少能量损耗。深圳稳定等离子体粉末球化设备设备