- 品牌
- ENRX,易孚迪
- 型号
- HeatLine
- 控制方式
- 电流型
- 加工定制
- 是
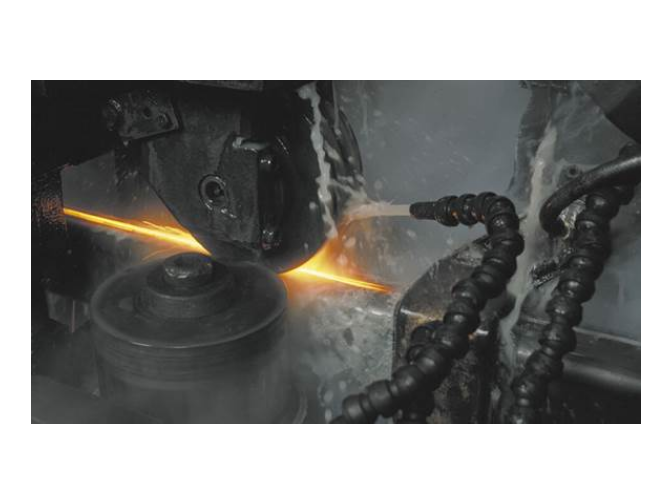
汽车半轴是汽车驱动系统中的重要组成部分,负责将发动机的动力传递到车轮。由于其承受着较大的扭矩和弯曲应力,因此对其材料性能要求极高。感应淬火技术为汽车半轴提供了理想的强化手段。在感应淬火过程中,通过快速加热半轴表面至淬火温度,随后迅速冷却,形成一层高硬度的马氏体组织。这不仅能够提高半轴的耐磨性和抗疲劳性能,还能有效防止其在工作过程中发生断裂。与传统的淬火方法相比,感应淬火具有更高的加热速度和更均匀的温度分布,使得半轴的性能更加稳定可靠。因此,感应淬火技术在汽车半轴制造中发挥着至关重要的作用,为汽车的安全性和耐久性提供了坚实保障。风力发电机的大型回转轴承的滚道和齿圈的无软带淬火技术,是易孚迪(ENRX)的技术。电机法兰感应淬火回火设备

感应淬火明显提升汽车零部件的表面硬度、耐磨性及疲劳强度。通过快速加热与冷却,工件表面形成高硬度的马氏体层,而心部保持韧性,实现“表硬里韧”的综合性能。例如,齿轮经感应淬火后,齿面硬度可达58-62HRC,耐磨性提高3-5倍,使用寿命延长。曲轴颈淬火后,抗疲劳性能提升,减少断裂风险。此外,感应淬火变形小,无需后续矫直,适合高精度零件。易孚迪感应设备(上海)有限公司的淬火机床配备闭环控制系统,可实时监测温度与变形,确保硬化层深度与硬度均匀性,满足汽车行业对零部件性能的严苛要求。履带板感应淬火机床易孚迪(ENRX)高频淬火和回火工艺适用于批量生产和大规模生产的需求。

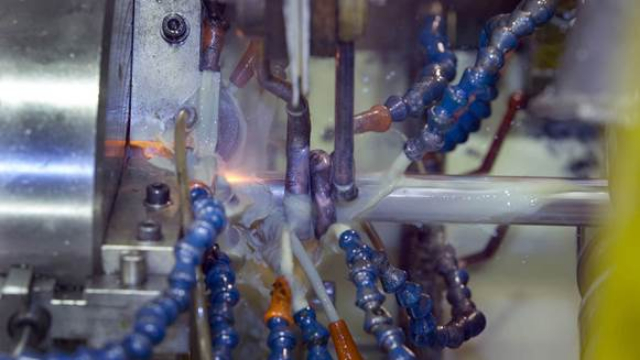
残余应力是感应淬火的主要缺陷之一,可能导致零件开裂或尺寸变化。减少方法包括:1)优化加热与冷却速度,避免过快或过慢导致应力集中;2)采用分级淬火或预冷工艺,降低热应力梯度;3)淬火后立即回火(150-200℃),消除部分残余应力;4)设计对称感应器,使应力分布均匀;5)使用超声波或振动时效处理,进一步释放应力。易孚迪感应设备(上海)有限公司的淬火系统集成残余应力预测模型,通过工艺参数优化与后处理工艺结合,将残余应力控制在材料屈服强度的30%以内。
感应淬火设备功率计算需综合考虑工件质量、加热时间、比热容及效率。公式为:P=m×c×ΔT/(η×t),其中m为工件质量(kg),c为比热容(J/kg·℃),ΔT为升温幅度(℃),η为热效率(通常60%-80%),t为加热时间(s)。例如,加热1kg钢件从20℃至850℃,比热容取460J/kg·℃,效率70%,时间10秒,则功率P=1×460×(850-20)/(0.7×10)≈54kW。实际选型需增加20%-30%余量以应对工件差异。易孚迪感应设备(上海)有限公司提供功率计算工具,并可根据客户工艺需求推荐标准机型或定制高功率电源。感应淬火机具有清洁、安全、节能,占地空间小的特点。

变速器齿轮是汽车传动系统中的重要组成部分,负责实现不同速比之间的转换,以满足汽车在不同行驶状态下的动力需求。为了确保变速器齿轮具备出色的耐磨性、抗冲击性和疲劳强度,感应淬火技术被广泛应用于其生产过程中。通过快速加热齿轮表面至适宜的淬火温度,随后迅速冷却,感应淬火能够在齿轮表面形成一层高硬度、高耐磨的马氏体组织。这种处理方式不仅增强了齿轮的耐磨性和抗冲击性,还能优化其应力分布,减少应力集中现象,从而提高齿轮的传动效率和使用寿命。因此,感应淬火技术在提升变速器齿轮性能、确保汽车传动系统平稳运行方面发挥着关键作用。HardLine系列淬火机床用于表面淬火的感应热处理系统,是一个综合性多功能系列感应淬火系统。履带板感应淬火机床
高频淬火和回火工艺可以在保证材料性能的同时,减少变形和裂纹的发生。电机法兰感应淬火回火设备
感应淬火普遍应用于汽车动力系统、传动系统及底盘部件。例如,发动机曲轴颈、凸轮轴凸轮需承受高摩擦与交变载荷,感应淬火可提升其耐磨性与疲劳强度;变速器齿轮、同步器齿环经淬火后,齿面硬度与抗点蚀能力增强;传动轴花键、万向节叉头淬火后,抗磨损性能提升;转向节、悬挂摆臂等底盘零件淬火后,抗冲击性能改善。易孚迪感应设备(上海)有限公司针对不同零件开发淬火机床,如曲轴颈淬火采用旋转扫描工艺,齿轮淬火采用同步跟踪技术,确保硬化层深度与硬度满足设计要求。电机法兰感应淬火回火设备

滚道的感应淬火是利用电磁感应原理,在滚道表面产生感应电流,使表层迅速加热到淬火温度,随后快速冷却,以提高滚道表面硬度和耐磨性的热处理工艺。易孚迪感应设备(上海)有限公司,作为ENRX集团2001年在上海兴建的独资子公司,是集团在全球提供感应加热设备生产、销售及技术服务的重要基地,能为滚道感应淬火等工艺提供专业设备支持。滚道感应淬火的关键工艺参数包括加热功率、加热时间、冷却速度等,这些参数的合理搭配直接影响淬火后滚道的质量。易孚迪感应设备(上海)有限公司,作为 ENRX 集团的独资子公司,自 2001 年在上海成立以来,其设计生产的设备能精确控制这些关键参数,为滚道感应淬火提供可靠保障。易孚迪(...
- 轮毂轴承感应淬火回火机床 2026-04-28
- 工程机械零部件感应淬火系统 2026-04-28
- 转向涡轮轴感应淬火感应器 2026-04-28
- 销套感应淬火 2026-04-27
- 转台式感应淬火设备 2026-04-27
- 滚珠丝杠感应淬火回火设备 2026-04-27
- 卧式淬火回火生产线 2026-04-27
- 齿圈感应淬火压淬回火机床 2026-04-27
- 轴承圈感应淬火压淬生产线 2026-04-27
- EFD INDUCTION感应淬火回火生产线 2026-04-27



- 汽车转向器零部件感应淬火回火系统 2026-04-26
- 感应淬火回火系统 2026-04-26
- 变速器齿圈感应淬火压淬生产线 2026-04-26
- 转向小齿轮感应淬火机床 2026-04-26
- 回转轴承外滚道感应淬火回火机床 2026-04-26
- 回转轴承内齿圈感应淬火回火系统 2026-04-26



- EFD INDUCTION高频接触焊管 05-20
- 中频风冷式感应焊管电源 05-20
- 铜管高频焊管生产线 05-19
- 高频ERW 感应焊管自动化线 05-19
- 中频数字化感应焊管电源 05-19
- 上海Weldec高频感应焊管电源 05-19
- 易孚迪Weldec中频接触焊管机 05-19
- 感应焊管感应器 05-19
- 钢管高频焊管系统 05-19
- EFD INDUCTION高频感应焊管感应器 05-19