- 品牌
- ENRX,易孚迪
- 型号
- HeatLine
- 控制方式
- 电流型
- 加工定制
- 是
解决风电变速器大型齿轮感应淬火的变形问题,需从多个环节入手。首先,在感应线圈设计上,要确保加热区域的对称性,避免局部过热导致的不均匀收缩;其次,淬火冷却时应采用分段式冷却或均匀喷射的方式,控制冷却速度的梯度,减少内应力的产生;此外,在淬火前可进行预处理,如去应力退火,降低齿轮内部的残余应力。同时,合理的工装夹具设计也能起到固定和约束作用,减少淬火过程中的变形量。易孚迪感应设备(上海)有限公司在设备研发中充分考虑了大型齿轮的变形问题,其生产的感应淬火机床配备了先进的温控和冷却系统,结合专业的工艺方案,能有效降低齿轮淬火后的变形程度,为企业提供可靠的设备支持。易孚迪(ENRX)的模块化系统可以交付卧式推送进给、连续进给或在一台机床中同时实现。轮毂轴承感应淬火系统

滚道无软带淬火的生产效率相对较高,因为感应加热具有升温速度快、热惯性小的特点,能够在较短时间内完成对滚道表面的加热,且淬火过程可实现连续作业,减少了辅助时间。其生产效率主要受滚道的尺寸规格、材料特性、设备功率以及工艺参数等因素影响。一般来说,滚道尺寸越小,加热和冷却所需的时间越短,生产效率越高;材料的导热性越好,加热速度越快,也能提升效率。设备功率是影响效率的关键因素,功率越大,加热速度越快,单位时间内可处理的滚道数量越多。此外,工艺参数的设置是否合理也很重要,优化的参数能在保证淬火质量的前提下,缩短加热和冷却时间,从而提高整体生产效率。易孚迪感应设备(上海)有限公司作为ENRX集团在全球的重要基地,其生产的感应加热设备功率范围广,可满足不同生产效率的需求,且设备的自动化程度高,能进一步提升滚道无软带淬火的生产节奏。推杆式淬火机床易孚迪(ENRX)高频淬火和回火工艺可以实现自动化和智能化生产,提高生产效率。

风电变速器大型齿轮在工作时承受着巨大的载荷和复杂的应力,包括交变弯曲应力、冲击载荷等。感应淬火能使齿轮表面获得高硬度、高耐磨性的马氏体组织,而心部保持较好的韧性和强度。这种表面硬、心部韧的特性,可有效抵抗齿轮表面的磨损、点蚀和剥落等失效形式,延长齿轮的使用寿命。同时,感应淬火还能提高齿轮的抗疲劳性能,使其在长期交变载荷作用下不易产生疲劳裂纹。此外,与传统的整体淬火相比,感应淬火只对齿轮表面进行加热和淬火,变形小,能更好地保证齿轮的尺寸精度和几何形状,减少后续的加工余量,降低生产成本。易孚迪感应设备(上海)有限公司,作为ENRX集团在亚洲的重要子公司,拥有先进的感应加热技术,其生产的感应淬火机床能够为风电变速器大型齿轮提供精确、高效的感应淬火解决方案,在感应加热设备的生产、销售及技术服务方面具有丰富经验。
滚道感应淬火前的准备工作对保证淬火质量至关重要。首先要对工件进行清理,去除表面的油污、铁锈、氧化皮等杂质,这些杂质会影响感应加热的均匀性和冷却效果,导致淬火质量下降,可采用清洗、打磨等方式进行处理。其次需检查工件的尺寸和形状是否符合工艺要求,对于有加工余量的工件,要确保余量均匀,避免因尺寸偏差影响感应线圈与工件的间隙。另外,根据材料和淬火要求,可能需要进行预先热处理,如正火或退火,以改善材料的组织状态,提高感应淬火的效果。同时,要对感应设备进行检查和调试,确保线圈完好、冷却系统正常、参数设置准确,为淬火过程的顺利进行提供保障。易孚迪感应设备(上海)有限公司不仅提供高质量的感应设备,还会为客户提供工艺准备方面的技术指导,其设计部门能根据工件特点设计合适的感应线圈,助力客户做好淬火前的各项准备工作。汽缸套淬火区允许两端有过渡区,上端一般≤15mm,下端≤25mm,不影响装配与使用。

适合滚道感应淬火的材料通常需要具备良好的淬透性和可淬硬性,以保证在感应加热和冷却后能获得较高的表面硬度和合适的硬化层深度。中碳钢是常用材料之一,其含碳量适中,淬火后表面硬度能满足一般滚道的使用要求,且心部韧性较好。合金结构钢也被广泛应用,如铬钢、铬镍钢等,由于加入了合金元素,提高了钢的淬透性和耐磨性,适合承受较重载荷和较高转速的滚道。此外,部分球墨铸铁经过适当处理后,也可进行感应淬火,用于一些对成本和性能有特定要求的场合。这些材料在感应淬火过程中,能通过快速加热和冷却实现表层组织的转变,满足滚道对耐磨性和疲劳强度的需求。易孚迪感应设备(上海)有限公司生产的感应淬火设备兼容性强,可适配多种适合感应淬火的材料,其在珠海、北京等地的常驻机构能及时为不同地区的客户提供技术支持,助力解决材料淬火过程中的各类问题。易孚迪(ENRX)的 SINAC数字化感应淬火电源,为无人化工厂的早日实现奠定了基础。风电轴承感应淬火回火生产线
曲轴淬硬层深度差一般不超过 1.5mm,过渡层需平缓,通过金相法或硬度法检测验证。轮毂轴承感应淬火系统
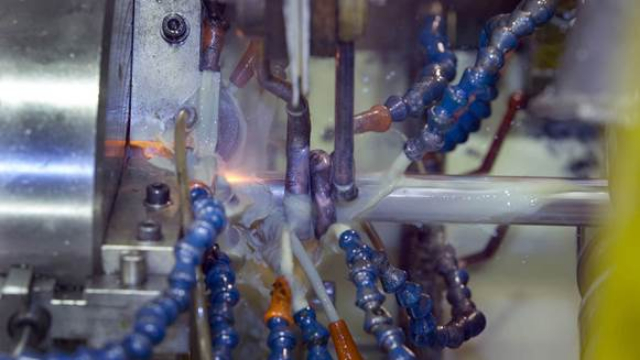
管状工件在流体输送、机械结构支撑场景中应用广,管壁热处理均匀性直接影响工件使用状态,管子感应淬火感应器围绕管状工件外形设计,采用环形仿形结构,确保工件穿过感应器时周身受热均匀。感应器内部设置冷却流道,作业时同步散热,避免自身高温损耗,同时配合喷淋装置实现加热后快速冷却。加工时管状工件匀速移动或旋转,感应器输出稳定磁场,让管壁表层均匀产生涡流升温,温度控制在工艺规定区间,防止局部过热或加热不足。该感应器适配无缝管、焊管等多种管状工件,可调整参数匹配不同管壁厚度,完整完成管壁均匀加热、冷却的热处理流程,保障管状工件力学性能符合加工标准。轮毂轴承感应淬火系统

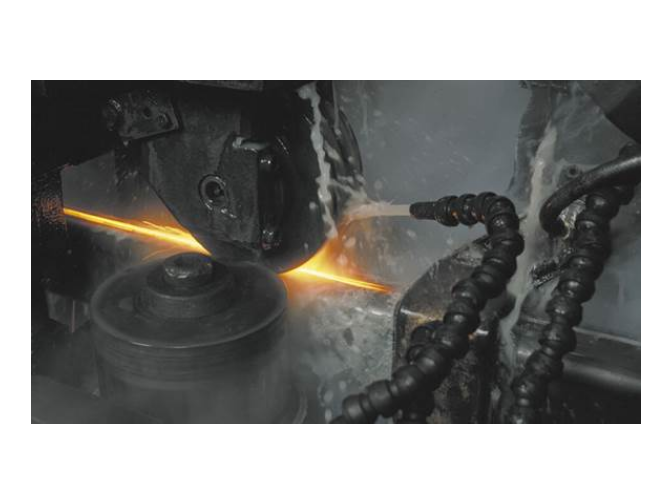
滚道的感应淬火是利用电磁感应原理,在滚道表面产生感应电流,使表层迅速加热到淬火温度,随后快速冷却,以提高滚道表面硬度和耐磨性的热处理工艺。易孚迪感应设备(上海)有限公司,作为ENRX集团2001年在上海兴建的独资子公司,是集团在全球提供感应加热设备生产、销售及技术服务的重要基地,能为滚道感应淬火等工艺提供专业设备支持。滚道感应淬火的关键工艺参数包括加热功率、加热时间、冷却速度等,这些参数的合理搭配直接影响淬火后滚道的质量。易孚迪感应设备(上海)有限公司,作为 ENRX 集团的独资子公司,自 2001 年在上海成立以来,其设计生产的设备能精确控制这些关键参数,为滚道感应淬火提供可靠保障。易孚迪(...
- 轮毂轴承感应淬火回火机床 2026-04-28
- 工程机械零部件感应淬火系统 2026-04-28
- 转向涡轮轴感应淬火感应器 2026-04-28
- 销套感应淬火 2026-04-27
- 转台式感应淬火设备 2026-04-27
- 滚珠丝杠感应淬火回火设备 2026-04-27
- 卧式淬火回火生产线 2026-04-27
- 齿圈感应淬火压淬回火机床 2026-04-27
- 轴承圈感应淬火压淬生产线 2026-04-27
- EFD INDUCTION感应淬火回火生产线 2026-04-27


- 汽车转向器零部件感应淬火回火系统 2026-04-26
- 感应淬火回火系统 2026-04-26
- 变速器齿圈感应淬火压淬生产线 2026-04-26
- 转向小齿轮感应淬火机床 2026-04-26
- 回转轴承外滚道感应淬火回火机床 2026-04-26
- 回转轴承内齿圈感应淬火回火系统 2026-04-26




- 国产 Weldec中频感应焊管 04-29
- Weldec高频感应焊管自动化线 04-29
- 钢管中频焊管系统 04-29
- 铜管高中频焊管电源 04-29
- 铜管高中频焊管自动化线 04-29
- 型钢高中频焊管装置 04-29
- 智能化感应焊管系统 04-29
- 高频水冷式感应焊管电源 04-29
- 变压器钎焊感应器 04-29
- 磁性钢焊管设备 04-29