- 品牌
- ENRX,易孚迪
- 型号
- HeatLine
- 控制方式
- 电流型
- 加工定制
- 是
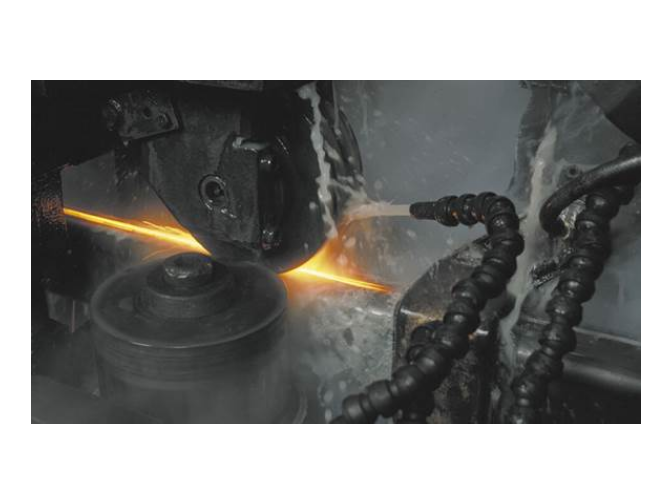
凸轮轴是发动机配气机构的关键部件,凸轮曲面需承受高频摩擦与交变载荷,表面热处理质量直接影响发动机运行状态,凸轮轴感应淬火感应器采用仿形设计,完全贴合凸轮轴的曲面与桃形轮廓。作业时凸轮轴匀速旋转,感应器沿轮廓定向加热,确保凸轮工作面、轴颈等部位受热均匀,温度控制在 850-950℃的工艺区间,避免局部过热导致组织异常。加热后通过定向喷淋快速冷却,形成稳定硬化层,提升曲面耐磨与抗疲劳性能。该淬火方式适配铸铁、合金钢等不同材质凸轮轴,完整完成表面热处理工序,让凸轮轴满足发动机高速、高频运行的性能需求。凸轮轴感应淬火采用 “跟随式加热”,凸轮旋转时线圈同步移动,确保曲面各点加热均匀。滚珠丝杠感应淬火回火设备

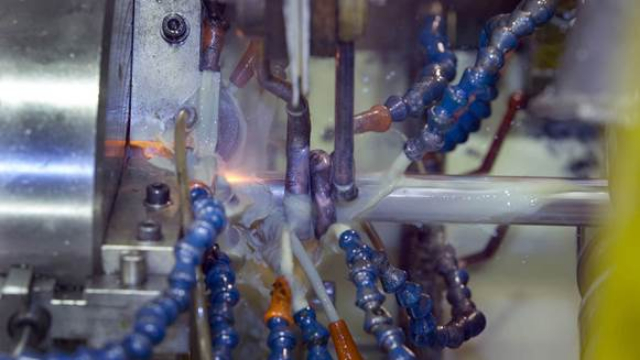
滚道感应淬火设备由多个重要部分组成,协同工作以实现高效精确的淬火过程。感应加热电源是关键组件,负责将工频交流电转换为所需频率的交变电流,为感应线圈提供能量,其性能直接影响加热速度和温度控制精度。感应线圈根据滚道的形状和尺寸专门设计,其作用是将电能转化为电磁能,在工件表面产生感应涡流,实现局部加热,线圈的结构和尺寸对加热均匀性至关重要。机械传动系统用于带动工件或线圈移动,保证滚道各部位能均匀加热和冷却,通常包括电机、导轨、传动机构等,需具备稳定的运行精度。冷却系统分为线圈冷却和工件冷却两部分,线圈冷却防止线圈因高温损坏,工件冷却则实现淬火硬化,一般由水泵、水箱、管道和喷嘴等组成。控制系统用于设定和调节工艺参数,如加热时间、电流频率、移动速度等,通过人机界面实现自动化操作,确保淬火过程的一致性。易孚迪感应设备(上海)有限公司生产的感应淬火设备在各重要组成部分的设计和制造上精益求精,其上海工厂的生产部门严格把控质量,确保设备性能稳定,为滚道淬火提供可靠的硬件支持。滚珠丝杠感应淬火回火设备感应淬火通过集肤效应实现局部加热,可在保持芯部韧性的同时提升零部件表面硬度与耐磨性。

感应淬火工艺参数主要包括加热功率、加热时间、冷却速度等,这些参数对风电变速器大型齿轮的质量有着明显影响。加热功率决定了齿轮表面的加热速度和温度,功率过大可能导致齿轮表面过热、烧伤,甚至产生裂纹;功率过小则无法使齿轮表面达到淬火温度,影响淬火效果。加热时间影响着齿轮表面的加热深度,时间过长会使加热层过深,增加淬火变形和开裂的风险;时间过短则加热层过浅,无法形成足够的硬化层。冷却速度对齿轮的组织转变和性能起着关键作用,冷却速度过快可能使齿轮表面产生较大的内应力,导致开裂;冷却速度过慢则无法获得高硬度的马氏体组织。因此,需要根据齿轮的材质、尺寸和性能要求,精确控制这些工艺参数。易孚迪感应设备(上海)有限公司,作为ENRX集团在亚洲的重要业务枢纽,其生产的感应淬火机床具备先进的参数控制系统,能够精确调节加热功率、加热时间和冷却速度等参数,为风电变速器大型齿轮提供高质量的感应淬火服务。
用于风电变速器大型齿轮的材料在感应淬火时需具备良好的淬透性和可淬性,以确保经过处理后能形成均匀的马氏体组织,获得较高的硬度和强度。同时,材料的纯净度也很重要,应尽量减少非金属夹杂物和气体含量,避免在淬火过程中因应力集中而产生裂纹。此外,材料的锻造和预处理工艺也会影响感应淬火效果,需保证齿轮毛坯具有均匀的组织和适当的硬度,为后续的感应淬火奠定良好基础。易孚迪感应设备(上海)有限公司隶属于ENRX集团,专注于感应加热设备的生产与服务,其设备能适应不同材料特性的大型齿轮感应淬火需求,通过精确的温度控制和工艺调节,助力提升齿轮的性能。凸轮淬火硬度波动需控制在 ±2HRC 以内,防止局部过热影响配气机构运行精度。

螺栓作为机械连接的基础部件,头部抗冲击、杆部抗拉伸性能需通过热处理强化,螺栓感应淬火感应器针对螺栓头部多边形、杆部圆柱形的结构设计,采用分体式感应结构,分别覆盖头部与杆部加工区域。作业时螺栓定位后,感应器同步对头部、杆部实施感应加热,利用集肤效应让表层快速升温,加热过程无接触,避免工件表面划伤。加热完成后快速冷却,形成符合工艺要求的硬化层,同时保留心部韧性,平衡螺栓的强度与抗冲击能力。该感应器适配六角螺栓、法兰螺栓等多种类型,可调整参数匹配不同规格螺栓,精细完成头部与杆部淬火加工,满足机械装配对连接部件的性能要求。大型曲轴采用分段感应淬火技术,逐段处理轴颈避免热应力集中导致的裂纹风险。EFD INDUCTION感应淬火生产线
淬火是一种热处理工艺,通过加热和快速冷却来改变材料的组织结构和性能。滚珠丝杠感应淬火回火设备
滚道无软带淬火容易出现的质量问题包括淬硬层不均匀、表面裂纹、软点等。淬硬层不均匀主要是由于感应加热时磁场分布不均或冷却速度不一致导致的,为避免这一问题,需确保感应线圈与滚道的配合精确,同时保证冷却系统的喷淋均匀,必要时可对感应线圈的形状和冷却水路进行优化。表面裂纹通常是因为加热速度过快、冷却过于剧烈或材料中存在夹杂等缺陷引起的,可通过合理控制加热和冷却参数,选用质优的原材料,并在淬火前对材料进行探伤检查来预防。软点的产生多与加热不足、冷却不良或材料成分偏析有关,解决方法包括提高感应加热的功率或延长加热时间,确保冷却介质的流量和温度稳定,以及加强对原材料的成分检验。易孚迪感应设备(上海)有限公司生产的感应加热设备具有稳定的性能和精确的控制能力,能有效降低滚道无软带淬火中质量问题的出现概率,其设计部门可根据实际情况优化设备结构,提升工艺稳定性。滚珠丝杠感应淬火回火设备

滚道的感应淬火是利用电磁感应原理,在滚道表面产生感应电流,使表层迅速加热到淬火温度,随后快速冷却,以提高滚道表面硬度和耐磨性的热处理工艺。易孚迪感应设备(上海)有限公司,作为ENRX集团2001年在上海兴建的独资子公司,是集团在全球提供感应加热设备生产、销售及技术服务的重要基地,能为滚道感应淬火等工艺提供专业设备支持。滚道感应淬火的关键工艺参数包括加热功率、加热时间、冷却速度等,这些参数的合理搭配直接影响淬火后滚道的质量。易孚迪感应设备(上海)有限公司,作为 ENRX 集团的独资子公司,自 2001 年在上海成立以来,其设计生产的设备能精确控制这些关键参数,为滚道感应淬火提供可靠保障。易孚迪(...
- 轮毂轴承感应淬火回火机床 2026-04-28
- 工程机械零部件感应淬火系统 2026-04-28
- 转向涡轮轴感应淬火感应器 2026-04-28
- 销套感应淬火 2026-04-27
- 转台式感应淬火设备 2026-04-27
- 滚珠丝杠感应淬火回火设备 2026-04-27
- 卧式淬火回火生产线 2026-04-27
- 齿圈感应淬火压淬回火机床 2026-04-27
- 轴承圈感应淬火压淬生产线 2026-04-27
- EFD INDUCTION感应淬火回火生产线 2026-04-27

- 汽车转向器零部件感应淬火回火系统 2026-04-26
- 感应淬火回火系统 2026-04-26
- 变速器齿圈感应淬火压淬生产线 2026-04-26
- 转向小齿轮感应淬火机床 2026-04-26
- 回转轴承外滚道感应淬火回火机床 2026-04-26
- 回转轴承内齿圈感应淬火回火系统 2026-04-26




- Minac 碳化硅感应钎焊电源 04-29
- 国产 Weldec中频感应焊管 04-29
- Weldec高频感应焊管自动化线 04-29
- 钢管中频焊管系统 04-29
- 商用空调不锈钢管感应钎焊设备 04-29
- 铜管高中频焊管电源 04-29
- 铜管高中频焊管自动化线 04-29
- 不锈钢管焊管感应器 04-29
- 冷藏车管路感应钎焊装置 04-29
- 家用空调铝管感应钎焊生产线 04-29