- 品牌
- ENRX,易孚迪
- 型号
- HeatLine
- 控制方式
- 电流型
- 加工定制
- 是
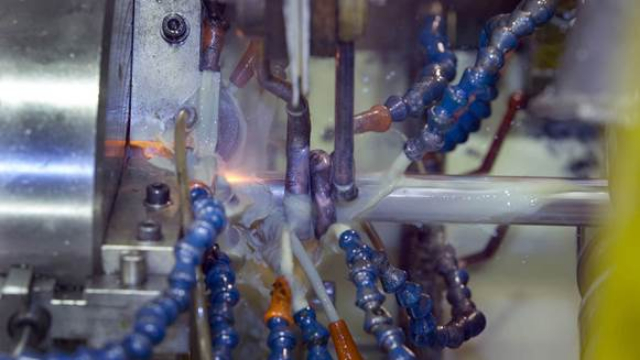
管状工件在流体输送、机械结构支撑场景中应用广,管壁热处理均匀性直接影响工件使用状态,管子感应淬火感应器围绕管状工件外形设计,采用环形仿形结构,确保工件穿过感应器时周身受热均匀。感应器内部设置冷却流道,作业时同步散热,避免自身高温损耗,同时配合喷淋装置实现加热后快速冷却。加工时管状工件匀速移动或旋转,感应器输出稳定磁场,让管壁表层均匀产生涡流升温,温度控制在工艺规定区间,防止局部过热或加热不足。该感应器适配无缝管、焊管等多种管状工件,可调整参数匹配不同管壁厚度,完整完成管壁均匀加热、冷却的热处理流程,保障管状工件力学性能符合加工标准。高频淬火和回火工艺可以在保证材料性能的同时,减少变形和裂纹的发生。轴承圈感应淬火压淬生产线

滚道无软带淬火工艺的发展趋势主要体现在智能化、自动化和节能环保等方面。智能化方面,通过引入物联网、人工智能等技术,实现对淬火过程中温度、功率、冷却速度等参数的实时监测和自动调整,提高工艺的稳定性和产品质量的一致性。自动化方面,开发集成化的生产线,将上料、淬火、回火、检测等环节自动化连接,减少人工干预,提高生产效率和安全性。节能环保方面,研发高效的感应加热电源,降低电能消耗,同时采用环保型的冷却介质,减少对环境的污染。此外,针对不同材料和工况的需求,开发更具针对性的淬火工艺,进一步提升滚道的性能。易孚迪感应设备(上海)有限公司作为ENRX集团的重要组成部分,始终紧跟行业发展趋势,不断研发创新感应加热设备,在智能化和节能环保方面投入大量资源,致力于为客户提供更先进、更高效的滚道无软带淬火解决方案。汽车扭力杆感应淬火回火系统易孚迪(ENRX)可选配的淬火能量管理系统能够帮您识别峰值能耗弱点。轻松节约成本。

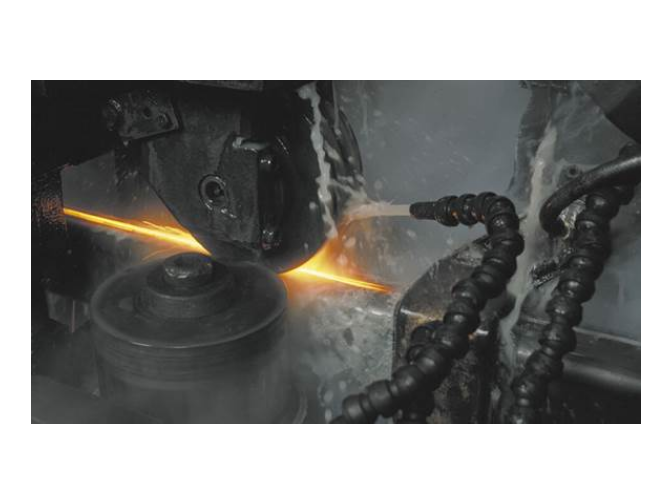
凸轮轴是发动机配气机构的关键部件,凸轮曲面需承受高频摩擦与交变载荷,表面热处理质量直接影响发动机运行状态,凸轮轴感应淬火感应器采用仿形设计,完全贴合凸轮轴的曲面与桃形轮廓。作业时凸轮轴匀速旋转,感应器沿轮廓定向加热,确保凸轮工作面、轴颈等部位受热均匀,温度控制在 850-950℃的工艺区间,避免局部过热导致组织异常。加热后通过定向喷淋快速冷却,形成稳定硬化层,提升曲面耐磨与抗疲劳性能。该淬火方式适配铸铁、合金钢等不同材质凸轮轴,完整完成表面热处理工序,让凸轮轴满足发动机高速、高频运行的性能需求。
滚道的感应淬火是利用电磁感应原理,在滚道表面产生感应电流,使表层迅速加热到淬火温度,随后快速冷却,以提高滚道表面硬度和耐磨性的热处理工艺。易孚迪感应设备(上海)有限公司,作为ENRX集团2001年在上海兴建的独资子公司,是集团在全球提供感应加热设备生产、销售及技术服务的重要基地,能为滚道感应淬火等工艺提供专业设备支持。滚道感应淬火的关键工艺参数包括加热功率、加热时间、冷却速度等,这些参数的合理搭配直接影响淬火后滚道的质量。易孚迪感应设备(上海)有限公司,作为 ENRX 集团的独资子公司,自 2001 年在上海成立以来,其设计生产的设备能精确控制这些关键参数,为滚道感应淬火提供可靠保障。气缸套多采用珠光体灰铸铁制作,淬火后内孔硬度要求≥43HRC,硬化层深度 1.5~2.5mm。

滚道无软带淬火过程中,控制淬硬层深度主要通过调节感应加热的参数和冷却速度来实现。感应加热的功率、频率和加热时间是影响淬硬层深度的关键因素,一般来说,功率越大、加热时间越长,材料表层被加热的深度就越大,相应的淬硬层也会越深;而频率的选择则与加热深度相关,较低的频率有利于热量向材料内部传递,可获得较深的淬硬层,较高的频率则更多地作用于材料表层,适合获得较浅的淬硬层。同时,冷却速度也会影响淬硬层的形成,合适的冷却速度能确保加热后的材料表层完全淬硬,而不会因冷却过慢导致珠光体等非马氏体组织的形成,从而保证淬硬层的深度和硬度。在实际生产中,需要根据滚道的材料、尺寸和性能要求,对这些参数进行精确调控。易孚迪感应设备(上海)有限公司作为ENRX集团的子公司,其生产的感应加热电源具有精确的参数调节功能,能帮助企业有效控制滚道无软带淬火的淬硬层深度,且公司在韩国也设有常驻机构,服务范围普遍。汽缸套感应器与内表面间隙保持 3-4mm,下方钴一圈喷水孔,确保冷却均匀充分。拖轮感应淬火设备
HardLine感应淬火机为工业4.0设计,可实现在智能化工厂的感应淬火工艺。轴承圈感应淬火压淬生产线
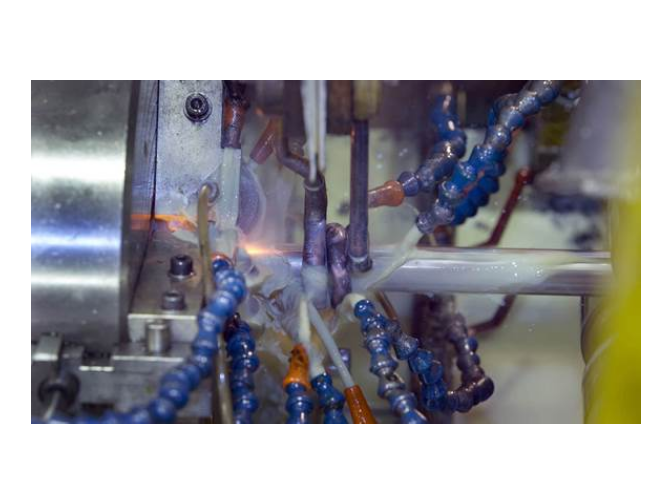
中频电源输出稳定交变电流,为管状工件整体淬火提供能量支撑,管子感应淬火感应器与中频电源匹配连接,根据管径、壁厚调整电源频率与功率,让磁场强度适配工件加热需求。感应器采用环形整体结构,管状工件匀速穿过感应器时,周身同步受热,实现整体均匀加热,避免分段加热导致的软硬衔接问题。加热完成后通过整体喷淋装置快速冷却,完成马氏体转变,确保管状工件整体力学性能均匀。该配合方式适配大、中口径管状工件,实现整体淬火处理,满足石油钻杆、工业管道、结构用管的热处理要求。轴承圈感应淬火压淬生产线

滚道的感应淬火是利用电磁感应原理,在滚道表面产生感应电流,使表层迅速加热到淬火温度,随后快速冷却,以提高滚道表面硬度和耐磨性的热处理工艺。易孚迪感应设备(上海)有限公司,作为ENRX集团2001年在上海兴建的独资子公司,是集团在全球提供感应加热设备生产、销售及技术服务的重要基地,能为滚道感应淬火等工艺提供专业设备支持。滚道感应淬火的关键工艺参数包括加热功率、加热时间、冷却速度等,这些参数的合理搭配直接影响淬火后滚道的质量。易孚迪感应设备(上海)有限公司,作为 ENRX 集团的独资子公司,自 2001 年在上海成立以来,其设计生产的设备能精确控制这些关键参数,为滚道感应淬火提供可靠保障。易孚迪(...
- 轮毂轴承感应淬火回火机床 2026-04-28
- 工程机械零部件感应淬火系统 2026-04-28
- 转向涡轮轴感应淬火感应器 2026-04-28
- 销套感应淬火 2026-04-27
- 转台式感应淬火设备 2026-04-27
- 滚珠丝杠感应淬火回火设备 2026-04-27
- 卧式淬火回火生产线 2026-04-27
- 齿圈感应淬火压淬回火机床 2026-04-27
- 轴承圈感应淬火压淬生产线 2026-04-27
- EFD INDUCTION感应淬火回火生产线 2026-04-27


- 汽车转向器零部件感应淬火回火系统 2026-04-26
- 感应淬火回火系统 2026-04-26
- 变速器齿圈感应淬火压淬生产线 2026-04-26
- 转向小齿轮感应淬火机床 2026-04-26
- 回转轴承外滚道感应淬火回火机床 2026-04-26
- 回转轴承内齿圈感应淬火回火系统 2026-04-26


- 钢管中频焊管系统 04-29
- 铜管高中频焊管电源 04-29
- 铜管高中频焊管自动化线 04-29
- 型钢高中频焊管装置 04-29
- 智能化感应焊管系统 04-29
- 高频水冷式感应焊管电源 04-29
- 变压器钎焊感应器 04-29
- 磁性钢焊管设备 04-29
- 商用冰箱铜管感应钎焊机床 04-28
- 冷弯型钢焊管感应器 04-28