- 品牌
- 诺荣
- 型号
- 齐全
印刷行业的视觉检测:细节决定品质,**呈现色彩印刷行业对产品的色彩准确性、图像清晰度和文字排版有着极高的要求。视觉检测技术的引入,为这一行业带来了更加精细、高效的检测手段。在印刷品的生产过程中,视觉检测设备通过捕捉高清图像,结合先进的图像处理和人工智能算法,能够准确识别出印刷品上的色彩偏差、图像模糊和文字排版错误等问题。这些设备不仅能够对印刷品的色彩准确性进行精确测量,还能够对图像清晰度和文字排版进行***检测,确保每一件印刷品都符合设计要求。此外,视觉检测设备还能够对印刷过程中的油墨分布、纸张质量等参数进行实时监测,为生产线的调整和优化提供了有力支持。这种智能化的检测方式,不仅提升了印刷行业的整体质量水平,还为消费者提供了更加精美、准确的印刷品选择。采用偏振成像技术,机器视觉检测设备可以检测表盘表面涂层厚度情况,为工艺优化提供参考。河北ccd机器视觉检测设备行情
机器视觉检测设备
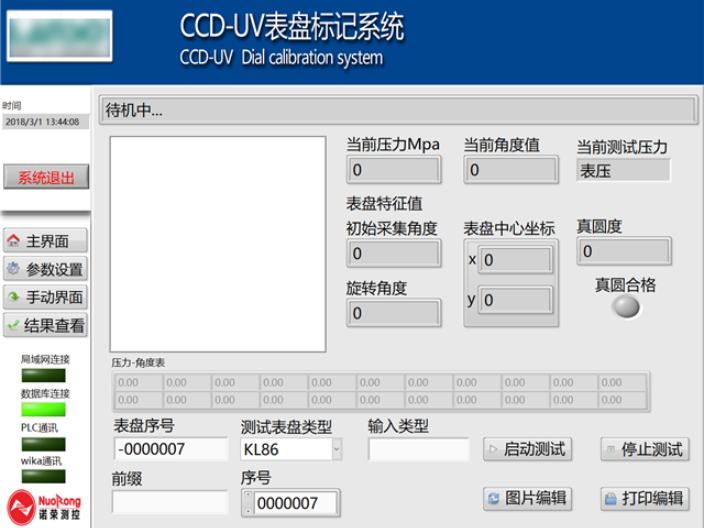
机器视觉检测系统构建的数据驱动质量管控体系,为定制化生产提供全流程追溯能力。其检测数据通过 OPC UA 协议实时上传至云端质量平台,自动生成包含 200 + 特征参数的数字孪生体。基于大数据分析技术,系统可预测性维护模块提前 72 小时预警关键部件故障,某 3C 电子企业借此将设备停机时间降低 65%。检测报告自动关联产品***标识,生成包含缺陷位置热图、CPK 过程能力分析等内容的电子档案。某**装备制造商应用后,产品追溯效率提升 80%,客诉响应周期从 48 小时缩短至 4 小时。系统支持多维度质量分析,通过机器学习算法识别潜在质量风险,帮助企业将不良率从 0.6% 降至 0.12%。浙江不锈钢机器视觉检测设备销售商机器视觉检测设备里的表盘视像标定设备,依靠定位方法,快速确定表盘的准确坐标。
消费电子产品的视觉检测:细节决定成败在消费电子产品领域,视觉检测技术的引入为产品的质量控制提供了有力保障。这些设备通过捕捉产品的高清图像,利用先进的图像处理和人工智能算法,能够准确检测出产品上的瑕疵和缺陷,如划痕、凹陷、色差等。特别是在智能手机、平板电脑等**消费电子产品的检测中,视觉检测技术的优势尤为突出。它能够捕捉到产品上微小的瑕疵,确保每一台设备都符合***要求。同时,视觉检测设备还能够对产品的外观尺寸、装配精度等进行***检测,确保产品的整体质量和一致性。这种精细化的检测方式,不仅提升了消费电子产品的整体质量水平,还为消费者提供了更加质量、可靠的产品体验。
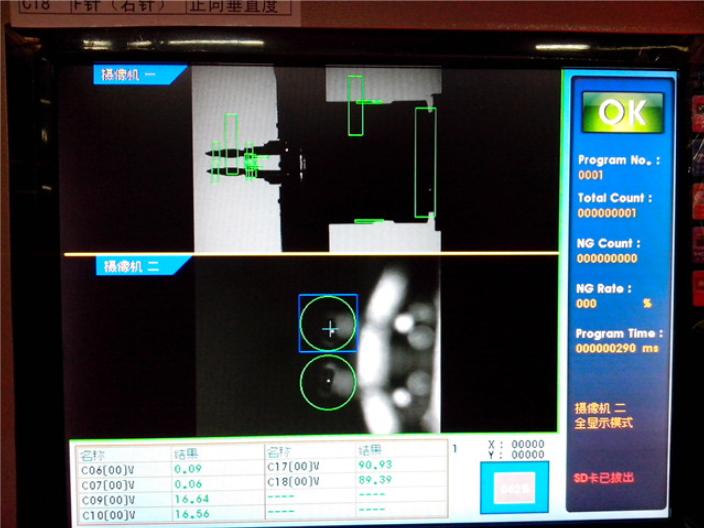
机器视觉检测设备通过***产品 ID 编码建立全生命周期档案,记录每个工件从原料到成品的完整检测数据链。当某批次产品出现批量性缺陷时,设备可通过缺陷特征关联分析快速定位问题源头。例如某手机外壳生产线发现批量划痕,设备通过缺陷位置热力图与生产时序数据匹配,锁定特定工位的夹具磨损问题。这种逆向追溯能力使企业从被动处理转向主动预防,减少召回风险。某家电企业应用后,售后投诉率下降 78%,缺陷追溯时间从 48 小时缩短至 2 小时。机器视觉检测设备运用相位偏移测量技术,能够准确标定表盘指针安装角度,并完成校准工作。

机器视觉检测系统内置的预测性维护模块通过分析检测过程中的振动、温度等数据,可提前 72 小时预警关键部件故障,某汽车零部件企业借此将设备停机时间降低 65%。其模块化设计支持检测功能的快速扩展,用户可通过更换光学模组实现从 2D 到 3D 检测的升级,满足新能源电池极片、精密齿轮等复杂工件的检测需求。在成本控制方面,图像拼接技术将检测效率提升至 300 件 / 分钟,较传统人工检测降低 80% 的人力成本,年度质量成本节约超过 200 万元。随着边缘计算技术的嵌入,系统可在本地完成 95% 的图像处理任务,数据传输量减少 90%,***提升生产现场的响应速度。未来,该系统将深度融合数字孪生技术,构建虚实融合的检测环境,通过虚拟预演优化检测参数,减少 50% 以上的现场调试时间,其开放 API 接口助力企业打造全流程数字化质量管控体系。在碳中和目标驱动下,智能能耗管理模块可动态调整设备运行参数,较传统检测设备节能 35%,为绿色制造提供技术支撑。依靠图像配准算法,机器视觉检测设备可快速统一表盘多区域坐标系统,实现高效对接。自动对准机器视觉检测设备生产
机器视觉检测设备比人工视觉检测的一致性优势明显。河北ccd机器视觉检测设备行情
面向未来智造,机器视觉检测系统正加速与新兴技术的深度融合。其数字孪生模块可在虚拟空间中预演检测流程,通过蒙特卡洛模拟优化检测参数,减少50%以上的现场调试时间。边缘计算技术的嵌入使95%的图像处理在本地完成,数据传输量降低90%,***提升产线实时性。在绿色制造领域,系统的智能能耗管理模块动态调整光源、运动部件运行参数,较传统设备节能35%。某家电企业部署后,年度电费节约超50万元。随着5G技术的普及,系统将构建远程协同检测平台,实现跨厂区质量数据共享。其开放API接口支持与MES、ERP系统无缝对接,助力企业打造全链路数字化质量生态。分享扩写一下关于机器视觉检测系统的应用场景如何在定制化生产中强调机器视觉检测系统的优势?详细描述机器视觉检测系统在智能制造中的应用案例河北ccd机器视觉检测设备行情
药品制造中的视觉检测:质量与安全的双重保障在药品制造领域,视觉检测设备的引入为药品质量和安全提供了双重保障。通过高分辨率摄像头捕捉药品包装和标签的图像,结合先进的图像处理和人工智能算法,视觉检测设备能够准确识别并验证药品的批次号、有效期、生产厂家等关键信息,确保每一盒药品都符合法规要求。同时,视觉检测设备还能检测出药品包装上的缺陷,如破损、污染、标签错位等,有效避免了不合格药品流入市场。在片剂、胶囊等固体制剂的生产过程中,视觉检测设备还能够对药品的形状、颜色、大小等进行***检测,确保药品的一致性和稳定性。这种智能化的检测方式,不仅提高了药品制造行业的整体质量水平,还为患者的用药安全提供了有力...
- 深圳外观机器视觉检测设备直供 2026-04-29
- 上海印刷质量机器视觉检测设备出厂价 2026-04-28
- 深圳人工智能机器视觉检测设备哪家好 2026-04-28
- 江苏智能机器视觉检测设备价格 2026-04-28
- 山西手机机器视觉检测设备直销 2026-04-28
- 广东工业机器视觉检测设备直销 2026-04-28
- 河北ccd机器视觉检测设备供应 2026-04-28
- 江苏手机机器视觉检测设备好不好 2026-04-28
- 山西智能机器视觉检测设备价格 2026-04-28
- 大连表面缺陷机器视觉检测设备行情 2026-04-28

- 辽宁不锈钢机器视觉检测设备报价 2026-04-27
- 北京ccd机器视觉检测设备直销 2026-02-05
- 海南晶圆机器视觉检测设备批发 2026-02-04
- 广东ccd机器视觉检测设备厂家 2026-02-04
- 广西外观机器视觉检测设备直供 2026-02-04
- 福建表面缺陷机器视觉检测设备企业 2026-02-04





- 苏州流量传感器测试台直销 04-29
- 浙江油泵气密性测试台厂家直销 04-29
- 山西3D相机机器视觉检测设备公司 04-29
- 深圳外观机器视觉检测设备直供 04-29
- 上海穿刺器气密性测试台价格 04-29
- 上海印刷质量机器视觉检测设备出厂价 04-28
- 常州测距传感器测试台报价 04-28
- 山东多工位传感器测试台价格 04-28
- 江苏变速箱气密性测试台厂家 04-28
- 深圳人工智能机器视觉检测设备哪家好 04-28