
- 品牌
- 诺荣
- 型号
- 齐全
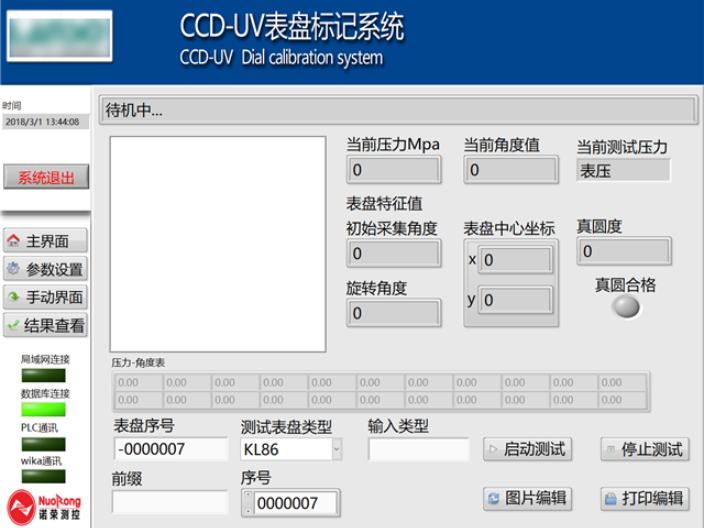
未来演进方向 ——AI + 边缘计算的融合下一代机器视觉检测设备将深度集成边缘计算与 5G 通信,实现检测决策本地化。在智能工厂中,分布式部署的视觉终端通过边缘节点实时处理图像数据,*将异常信息上传至云端。结合数字孪生技术,可在虚拟空间中预演不同工艺参数对产品质量的影响。某半导体晶圆厂已实现检测数据与生产设备的实时闭环控制,良品率提升 2.3 个百分点。在智能物流领域,设备通过 5G+AI 技术,实现了包裹体积测量的毫米级精度,分拣效率提升 40%。利用定位技术,机器视觉检测设备里的表盘视像标定设备,迅速校准表盘的坐标系统。江苏手机机器视觉检测设备好不好
机器视觉检测设备
随着工业4.0转型持续深化,工控、仪表行业的自动化、智能化水平不断提升,机器视觉检测设备作为质检环节的**自动化设备,其市场需求持续增长。该设备凭借稳定的性能、灵活的适配性、高效的检测能力,成为工控、仪表企业实现质检升级的重要选择,可帮助企业解决传统质检模式中效率低、稳定性不足、数据难以追溯等痛点。机器视觉检测设备采用标准化接口设计,易于与企业现有生产系统、管理系统对接,降低集成难度与成本,便于企业快速落地应用。该设备可根据工控、仪表行业的发展趋势,持续优化技术与功能,适配行业对质检精度、效率、数字化的更高要求。选择机器视觉检测设备,可为工控、仪表企业提供可靠的质检保障,助力企业优化生产流程、降低运营成本、提升产品竞争力,实现高质量、可持续发展,适配行业数字化转型的大趋势。宁波光刻机器视觉检测设备批发表盘视像标定设备作为机器视觉检测设备的一部分,通过高精度定位,快速标定表盘的坐标。

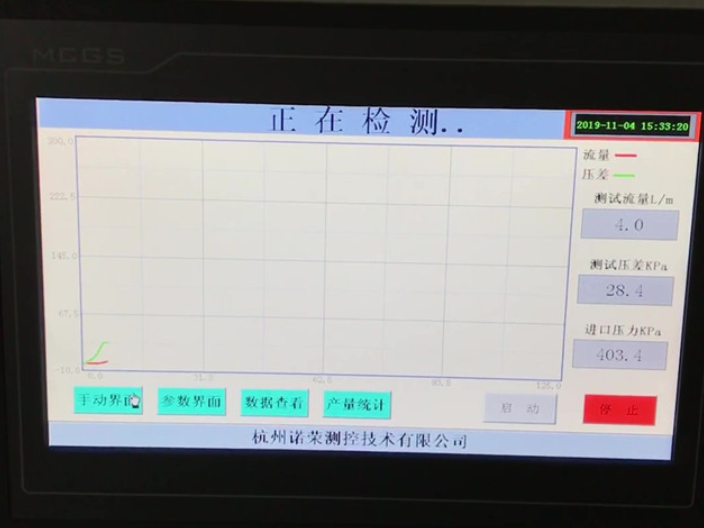
机器视觉检测设备在检测过程中会生成大量的数据,包括产品尺寸、缺陷情况、检测时间等。这些数据对于后续的质量分析和追溯至关重要。因此,该系统具备强大的数据保存功能,能够将检测数据按照时间顺序完整保存下来。当需要追溯某个产品的检测情况时,只需输入产品的相关信息即可快速找到对应的检测数据。此外,系统还支持数据导出功能,方便企业将检测数据导入到其他分析软件中进行进一步处理和分析。这种数据保存与可追溯性为制造业提供了有力的质量保障手段,有助于企业及时发现并解决潜在的质量问题。
食品包装行业中的视觉检测:安全与卫生的守护者在食品包装行业,视觉检测设备成为了确保产品安全与卫生的关键工具。它们通过捕捉食品包装的高清图像,利用图像识别技术,能够实时监测包装上的标签信息、生产日期、保质期等关键信息,确保每一包食品都符合法规要求。同时,视觉检测设备还能检测出包装上的破损、污染、异物等缺陷,有效避免了不合格产品流入市场,保障了消费者的健康权益。特别是在自动化包装生产线上,视觉检测设备的引入**提高了检测效率,减少了人工干预,降低了人为错误的风险。通过实时监测和反馈,视觉检测设备还能够指导生产线及时调整包装工艺,优化生产流程,确保食品包装的一致性和稳定性。这种智能化的检测方式,不仅提升了食品包装行业的整体质量水平,还为消费者提供了更加安全、卫生的食品选择。借助定位技术,机器视觉检测设备里的表盘视像标定设备,快速完成表盘坐标系统的标定。

面对不同批次产品的材质差异与光照变化,机器视觉检测设备采用自适应阈值调节算法。设备通过实时分析背景图像的灰度分布,自动优化检测参数。例如在汽车零部件检测中,当铝合金表面反光度变化时,设备可动态调整对比度与边缘检测算子,确保在油污污染、热处理色差等复杂条件下仍能稳定识别缺陷。结合多传感器数据融合技术,将视觉数据与激光测厚仪、压力传感器信号交叉验证,进一步提升检测结果的可信度。某新能源电池企业通过该设备,在极片涂布检测中实现了 0.1mm 的厚度波动控制,良率提升至 99.2%。机器视觉检测设备中采用高精度传感器阵列,表盘视像标定设备能够完成复杂表盘的细节捕捉与坐标校准。辽宁外观机器视觉检测设备批发价
表盘视像标定设备在机器视觉检测设备中,使用定位技术,快速校准表盘的坐标,确保检测无误。江苏手机机器视觉检测设备好不好
药品制造中的视觉检测:质量与安全的双重保障在药品制造领域,视觉检测设备的引入为药品质量和安全提供了双重保障。通过高分辨率摄像头捕捉药品包装和标签的图像,结合先进的图像处理和人工智能算法,视觉检测设备能够准确识别并验证药品的批次号、有效期、生产厂家等关键信息,确保每一盒药品都符合法规要求。同时,视觉检测设备还能检测出药品包装上的缺陷,如破损、污染、标签错位等,有效避免了不合格药品流入市场。在片剂、胶囊等固体制剂的生产过程中,视觉检测设备还能够对药品的形状、颜色、大小等进行***检测,确保药品的一致性和稳定性。这种智能化的检测方式,不仅提高了药品制造行业的整体质量水平,还为患者的用药安全提供了有力保障。江苏手机机器视觉检测设备好不好

药品制造中的视觉检测:质量与安全的双重保障在药品制造领域,视觉检测设备的引入为药品质量和安全提供了双重保障。通过高分辨率摄像头捕捉药品包装和标签的图像,结合先进的图像处理和人工智能算法,视觉检测设备能够准确识别并验证药品的批次号、有效期、生产厂家等关键信息,确保每一盒药品都符合法规要求。同时,视觉检测设备还能检测出药品包装上的缺陷,如破损、污染、标签错位等,有效避免了不合格药品流入市场。在片剂、胶囊等固体制剂的生产过程中,视觉检测设备还能够对药品的形状、颜色、大小等进行***检测,确保药品的一致性和稳定性。这种智能化的检测方式,不仅提高了药品制造行业的整体质量水平,还为患者的用药安全提供了有力...
- 深圳外观机器视觉检测设备直供 2026-04-29
- 上海印刷质量机器视觉检测设备出厂价 2026-04-28
- 深圳人工智能机器视觉检测设备哪家好 2026-04-28
- 江苏智能机器视觉检测设备价格 2026-04-28
- 山西手机机器视觉检测设备直销 2026-04-28
- 广东工业机器视觉检测设备直销 2026-04-28
- 河北ccd机器视觉检测设备供应 2026-04-28
- 江苏手机机器视觉检测设备好不好 2026-04-28
- 山西智能机器视觉检测设备价格 2026-04-28
- 大连表面缺陷机器视觉检测设备行情 2026-04-28

- 辽宁不锈钢机器视觉检测设备报价 2026-04-27
- 北京ccd机器视觉检测设备直销 2026-02-05
- 海南晶圆机器视觉检测设备批发 2026-02-04
- 广东ccd机器视觉检测设备厂家 2026-02-04
- 广西外观机器视觉检测设备直供 2026-02-04
- 福建表面缺陷机器视觉检测设备企业 2026-02-04




- 浙江油泵气密性测试台厂家直销 04-29
- 山西3D相机机器视觉检测设备公司 04-29
- 深圳外观机器视觉检测设备直供 04-29
- 上海穿刺器气密性测试台价格 04-29
- 上海印刷质量机器视觉检测设备出厂价 04-28
- 常州测距传感器测试台报价 04-28
- 山东多工位传感器测试台价格 04-28
- 江苏变速箱气密性测试台厂家 04-28
- 深圳人工智能机器视觉检测设备哪家好 04-28
- 江苏智能机器视觉检测设备价格 04-28