- 品牌
- 诺荣
- 型号
- 齐全
在工控、仪表行业成本管控日益严格的背景下,企业亟需通过优化生产流程、减少人力投入来降低运营成本,机器视觉检测设备可有效助力企业实现这一目标。该设备可替代大量人工质检岗位,减少人工招聘、培训、管理等相关成本,同时避免人工检测过程中的误判、漏检问题,降低不良品带来的损失,提升企业的经济效益。机器视觉检测设备的使用寿命较长,维护成本较低,模块化的结构设计便于后期维护与升级,可根据企业生产需求与行业技术发展,灵活拓展检测功能,延长设备使用寿命。此外,机器视觉检测设备可实现质检数据的数字化留存,满足企业体系审核、质量追溯等需求,助力企业规范生产管理,提升品牌口碑。对于中小规模工控、仪表企业而言,机器视觉检测设备具备较高的性价比,可提供低成本、高效率的质检解决方案,助力企业实现高质量发展。表盘视像标定设备作为机器视觉检测设备的重要部分,通过定位,快速标定好表盘的坐标。广东工业机器视觉检测设备直销
机器视觉检测设备
未来演进方向 ——AI + 边缘计算的融合下一代机器视觉检测设备将深度集成边缘计算与 5G 通信,实现检测决策本地化。在智能工厂中,分布式部署的视觉终端通过边缘节点实时处理图像数据,*将异常信息上传至云端。结合数字孪生技术,可在虚拟空间中预演不同工艺参数对产品质量的影响。某半导体晶圆厂已实现检测数据与生产设备的实时闭环控制,良品率提升 2.3 个百分点。在智能物流领域,设备通过 5G+AI 技术,实现了包裹体积测量的毫米级精度,分拣效率提升 40%。天津O型密封圈机器视觉检测设备行情利用高精度定位,机器视觉检测设备的表盘视像标定设备,快速完成表盘坐标的校准和标定。

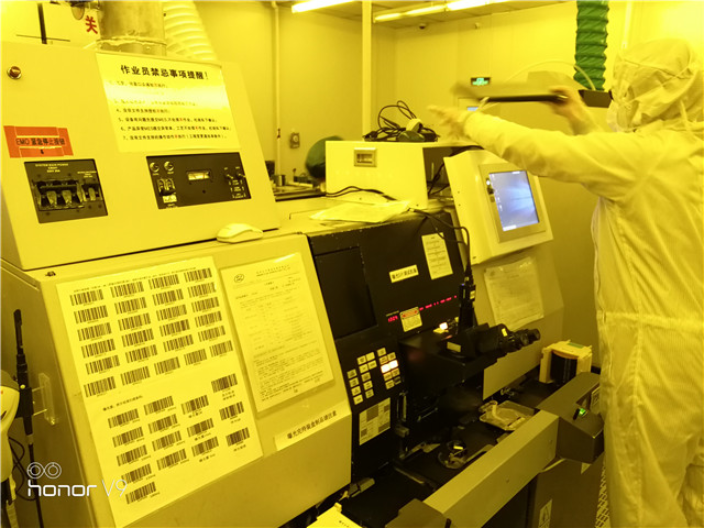
在工控、仪表行业规模化生产进程中,质量管控是企业稳定发展的重要支撑,人工目视检测受疲劳、经验差异等因素影响,易出现判断偏差,难以适配高精度、高节拍的生产需求。机器视觉检测设备作为工业自动化的重要配套设备,整合工业相机、光学成像系统与智能算法,可实现对工控元件、仪表产品的自动化检测,无需人工干预即可完成外观瑕疵、尺寸偏差等指标的筛查。该设备适配工控仪表生产的严苛场景,能在车间常规温变、粉尘环境下稳定运行,通过持续采集产品图像并快速分析处理,及时识别生产过程中的潜在问题,助力企业减少不良品流出,降低返工与售后成本。相较于传统人工检测,机器视觉检测设备可实现24小时连续作业,有效弥补人工检测效率低、稳定性不足的短板,适配压力表、传感器等各类仪表产品及工控零部件的批量检测需求,为工控、仪表企业的规模化生产提供可靠的质检支撑,契合行业自动化、精细化发展趋势。
随着智能化技术的不断发展,表盘视像标定设备也在不断升级和完善。表盘视像标定设备已经具备了智能识别、智能分析和智能控制等多种功能,能够实现对表盘刻度的自动识别与标定,提高了检测效率和准确性。同时,设备还具备强大的数据处理能力,能够对检测数据进行实时分析和处理,为用户提供更适合的检测结果。未来,随着人工智能、大数据等技术的不断应用,表盘视像标定设备将更加智能化、自动化和高效化。这将为工业检测领域带来更大的变革和发展机遇,推动工业生产向更高质量、更高效率的方向发展。机器视觉检测设备比人工检测在多场景适应性上优势突出。

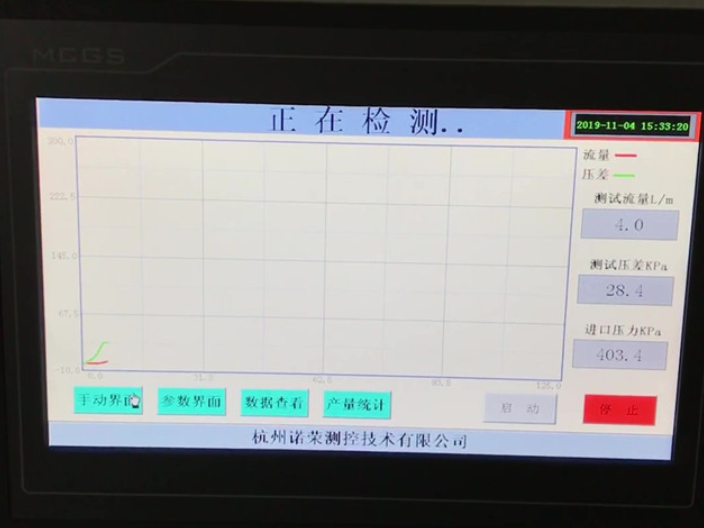
为了确保设备的安全运行和产品质量稳定可靠,机器视觉检测设备配备了先进的故障报警与锁定机制。一旦设备出现故障或检测到不合格产品连续出现超过预设阈值,系统会自动停止运行并亮起红灯闪烁报警。同时,设备会被锁定以防止未经授权的操作导致进一步损坏或质量问题。只有当维修人员通过特定权限解除锁定后,设备才能重新启动并恢复正常运行。这种故障报警与锁定机制有效避免了因设备故障导致的生产中断和产品质量问题,为企业提供了有力的安全保障。机器视觉检测设备中的表盘视像标定设备通过自适应图像分析技术,达成多规格表盘的高效识别与标定。河北3D相机机器视觉检测设备厂家
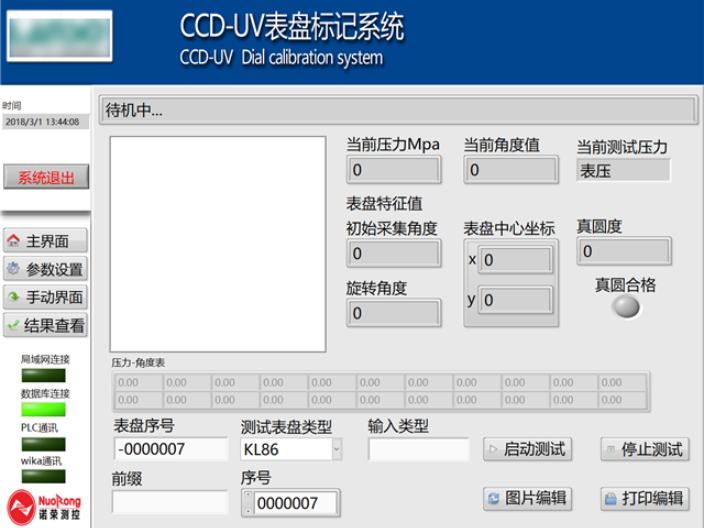
机器视觉检测设备中的表盘视像标定设备字体大小与位置在表盘视像标定设备中均可按需调整。广东工业机器视觉检测设备直销
表盘视像标定设备结合了机器视觉检测技术,通过精密的图像捕捉与分析,实现了对表盘刻度的精确标定。该设备内置的软件包含了五大类度盘的视像标定功能,涵盖了从简单到复杂的各种表盘类型,使得用户可以根据实际需求选择合适的标定模式。设备不仅满足了标准度盘格式的要求(详见样品度盘图纸),还允许用户根据具体情况调整颜色识别参数,确保了标定结果的准确性和灵活性。在字体大小与位置方面,设备严格按照技术图纸进行设置,保证了标定结果的清晰度和可读性。此外,表盘视像标定设备的高合格率要求(99.5%以上)进一步提升了其检测的可靠性和稳定性。广东工业机器视觉检测设备直销
药品制造中的视觉检测:质量与安全的双重保障在药品制造领域,视觉检测设备的引入为药品质量和安全提供了双重保障。通过高分辨率摄像头捕捉药品包装和标签的图像,结合先进的图像处理和人工智能算法,视觉检测设备能够准确识别并验证药品的批次号、有效期、生产厂家等关键信息,确保每一盒药品都符合法规要求。同时,视觉检测设备还能检测出药品包装上的缺陷,如破损、污染、标签错位等,有效避免了不合格药品流入市场。在片剂、胶囊等固体制剂的生产过程中,视觉检测设备还能够对药品的形状、颜色、大小等进行***检测,确保药品的一致性和稳定性。这种智能化的检测方式,不仅提高了药品制造行业的整体质量水平,还为患者的用药安全提供了有力...
- 深圳外观机器视觉检测设备直供 2026-04-29
- 上海印刷质量机器视觉检测设备出厂价 2026-04-28
- 深圳人工智能机器视觉检测设备哪家好 2026-04-28
- 江苏智能机器视觉检测设备价格 2026-04-28
- 山西手机机器视觉检测设备直销 2026-04-28
- 广东工业机器视觉检测设备直销 2026-04-28
- 河北ccd机器视觉检测设备供应 2026-04-28
- 江苏手机机器视觉检测设备好不好 2026-04-28
- 山西智能机器视觉检测设备价格 2026-04-28
- 大连表面缺陷机器视觉检测设备行情 2026-04-28

- 辽宁不锈钢机器视觉检测设备报价 2026-04-27
- 北京ccd机器视觉检测设备直销 2026-02-05
- 海南晶圆机器视觉检测设备批发 2026-02-04
- 广东ccd机器视觉检测设备厂家 2026-02-04
- 广西外观机器视觉检测设备直供 2026-02-04
- 福建表面缺陷机器视觉检测设备企业 2026-02-04




- 浙江油泵气密性测试台厂家直销 04-29
- 山西3D相机机器视觉检测设备公司 04-29
- 深圳外观机器视觉检测设备直供 04-29
- 上海穿刺器气密性测试台价格 04-29
- 上海印刷质量机器视觉检测设备出厂价 04-28
- 常州测距传感器测试台报价 04-28
- 山东多工位传感器测试台价格 04-28
- 江苏变速箱气密性测试台厂家 04-28
- 深圳人工智能机器视觉检测设备哪家好 04-28
- 江苏智能机器视觉检测设备价格 04-28