
- 品牌
- 诺荣
- 型号
- 齐全
机器视觉检测设备与自动化生产线的无缝集成是现代制造业的一大趋势。通过将机器视觉检测系统嵌入到自动化生产线中,企业可以实现从原材料加工到成品包装的全程自动化生产。在这个过程中,机器视觉检测系统负责实时监测和控制产品质量,确保每个生产环节都符合预设的标准和要求。同时,系统还能与自动化生产线上的其他设备实现数据共享和协同工作,进一步提高整体生产效率和准确性。这种无缝集成不仅提升了企业的生产能力和竞争力,还为制造业的智能化转型提供了有力支持。机器视觉检测设备中的表盘视像标定设备装上仪表后,检测精度高达99.4%以上。重庆机器视觉检测设备企业
机器视觉检测设备
成本优化 —— 隐性效益的显性化机器视觉检测设备的长期经济性体现在质量成本的三个维度:预防成本方面,减少首件检验耗时;鉴定成本方面,替代 5-8 名质检员的目检工作;故障成本方面,降低因漏检导致的客户投诉赔偿。某汽车线束厂测算,年节约成本达 120 万元,投资回收期* 8 个月。通过缺陷类型分布分析,指导工艺改进,如某注塑件飞边缺陷减少后,原料利用率提升 4%。在食品包装行业,设备实现了 0.05mm 的封边缺陷检测,降低因漏封导致的退货损失 35%。深圳深度学习机器视觉检测设备哪家好机器视觉检测设备中的表盘视像标定设备建立度盘程序数据库,方便采样与调取。

消费电子产品的视觉检测:细节决定成败在消费电子产品领域,视觉检测技术的引入为产品的质量控制提供了有力保障。这些设备通过捕捉产品的高清图像,利用先进的图像处理和人工智能算法,能够准确检测出产品上的瑕疵和缺陷,如划痕、凹陷、色差等。特别是在智能手机、平板电脑等**消费电子产品的检测中,视觉检测技术的优势尤为突出。它能够捕捉到产品上微小的瑕疵,确保每一台设备都符合***要求。同时,视觉检测设备还能够对产品的外观尺寸、装配精度等进行***检测,确保产品的整体质量和一致性。这种精细化的检测方式,不仅提升了消费电子产品的整体质量水平,还为消费者提供了更加质量、可靠的产品体验。
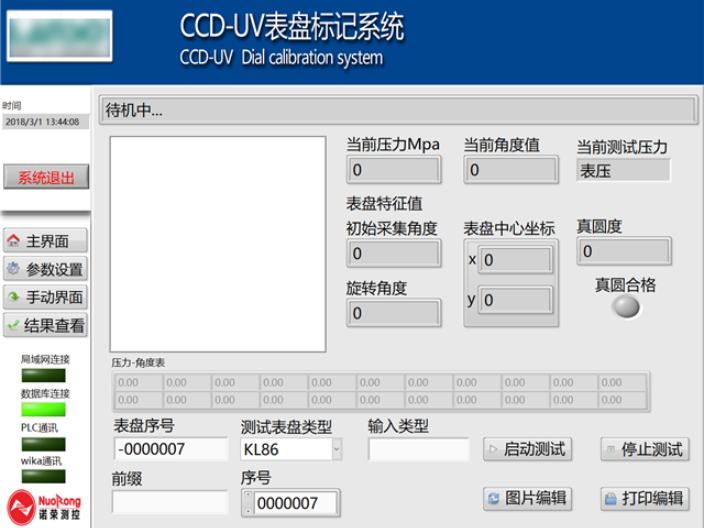
机器视觉检测在产品质量控制中发挥着至关重要的作用。通过高精度的图像捕捉和处理技术,该系统能够准确识别出产品表面的微小缺陷、划痕、污染等问题。一旦发现不合格产品,系统会自动将其分类并隔离至不合格品箱中,避免其流入下一道工序对后续生产造成不良影响。同时,系统还会记录每个产品的检测数据,包括尺寸、缺陷类型、位置等信息,为后续的质量分析和追溯提供***而详细的数据支持。这种***的质量控制手段有助于企业及时发现并解决质量问题,提升整体产品质量水平。表盘视像标定设备作为机器视觉检测设备的组件,通过高精度定位,快速确定表盘的坐标。
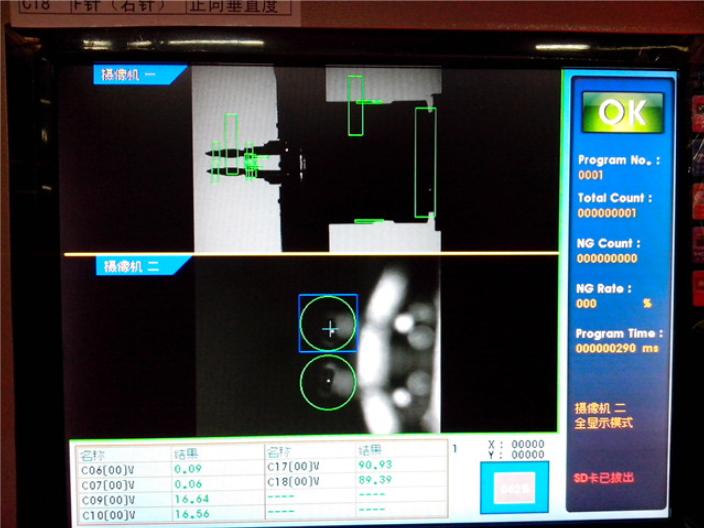
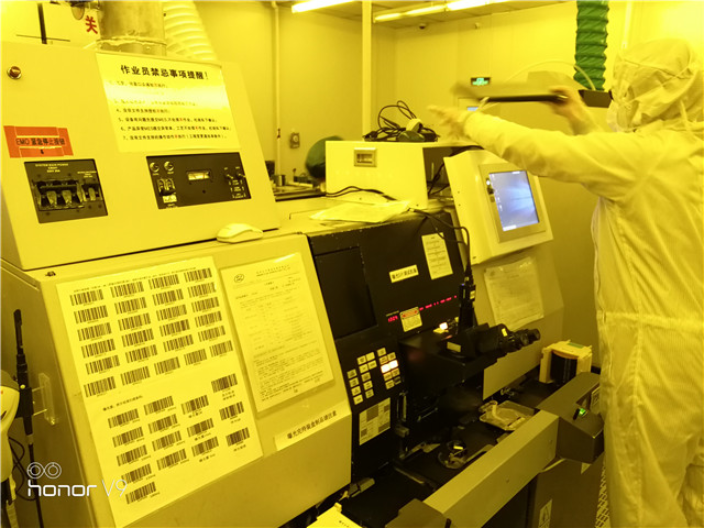
工控、仪表行业对产品的一致性要求较高,无论是压力表盘的刻度校准、指针位置检测,还是工控模块的尺寸核验、装配检测,都需要稳定的检测标准作为支撑。机器视觉检测设备可根据工控、仪表产品的规格特性,灵活调整检测参数与成像模式,适配不同型号、不同量程的仪表及工控零部件检测需求。设备搭载**图像处理算法,可有效过滤生产环境中的光线干扰、粉尘遮挡等影响,清晰捕捉产品细微特征,准确识别表盘刻度偏差、指针歪斜、零部件尺寸超差等问题,同时自动记录检测数据,形成可追溯的质检报告,便于企业优化生产工艺、排查质量隐患。机器视觉检测设备的模块化设计,使其可快速与工控、仪表生产线的PLC、MES系统对接,实现检测流程与生产流程的无缝衔接,不影响产线正常流转,助力企业实现质检环节的数字化升级,提升生产管理效率。机器视觉检测设备预设升压降压阈值,有效防止表盘视像标定中机械擦碰。河北高速机器视觉检测设备价格
借助定位手段,机器视觉检测设备里的表盘视像标定设备,快速校准表盘坐标系统,提高工作质量。重庆机器视觉检测设备企业
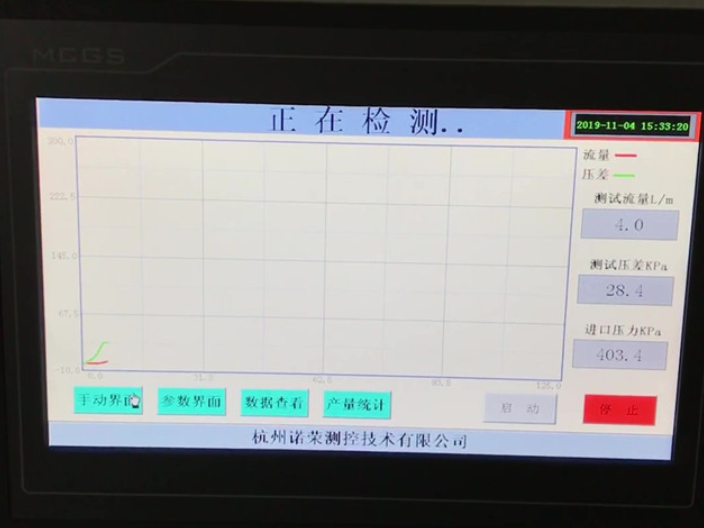
设备日志和产量记录是机器视觉检测设备的重要组成部分。设备日志记录了设备的开机时间、运行状态、故障报警等关键信息,有助于维修人员及时了解设备的运行情况和维护历史。通过对设备日志的分析,企业可以预测设备的潜在故障并提前采取措施进行预防维护,从而降低设备故障率并延长设备使用寿命。同时,产量记录则记录了每个班次的生产数量和质量情况,有助于生产管理人员了解生产进度和计划执行情况。通过对产量记录的分析,企业可以优化生产流程、提高生产效率并降低成本。因此,设备日志和产量记录在机器视觉检测中发挥着不可或缺的作用。重庆机器视觉检测设备企业

药品制造中的视觉检测:质量与安全的双重保障在药品制造领域,视觉检测设备的引入为药品质量和安全提供了双重保障。通过高分辨率摄像头捕捉药品包装和标签的图像,结合先进的图像处理和人工智能算法,视觉检测设备能够准确识别并验证药品的批次号、有效期、生产厂家等关键信息,确保每一盒药品都符合法规要求。同时,视觉检测设备还能检测出药品包装上的缺陷,如破损、污染、标签错位等,有效避免了不合格药品流入市场。在片剂、胶囊等固体制剂的生产过程中,视觉检测设备还能够对药品的形状、颜色、大小等进行***检测,确保药品的一致性和稳定性。这种智能化的检测方式,不仅提高了药品制造行业的整体质量水平,还为患者的用药安全提供了有力...
- 深圳外观机器视觉检测设备直供 2026-04-29
- 上海印刷质量机器视觉检测设备出厂价 2026-04-28
- 深圳人工智能机器视觉检测设备哪家好 2026-04-28
- 江苏智能机器视觉检测设备价格 2026-04-28
- 山西手机机器视觉检测设备直销 2026-04-28
- 广东工业机器视觉检测设备直销 2026-04-28
- 河北ccd机器视觉检测设备供应 2026-04-28
- 江苏手机机器视觉检测设备好不好 2026-04-28
- 山西智能机器视觉检测设备价格 2026-04-28
- 大连表面缺陷机器视觉检测设备行情 2026-04-28

- 辽宁不锈钢机器视觉检测设备报价 2026-04-27
- 北京ccd机器视觉检测设备直销 2026-02-05
- 海南晶圆机器视觉检测设备批发 2026-02-04
- 广东ccd机器视觉检测设备厂家 2026-02-04
- 广西外观机器视觉检测设备直供 2026-02-04
- 福建表面缺陷机器视觉检测设备企业 2026-02-04





- 南京流量传感器测试台品牌 04-29
- 河南油泵气密性测试台 04-29
- 苏州流量传感器测试台直销 04-29
- 浙江油泵气密性测试台厂家直销 04-29
- 山西3D相机机器视觉检测设备公司 04-29
- 上海差压气密性测试台行情 04-29
- 深圳外观机器视觉检测设备直供 04-29
- 北京摄像头气密性测试台厂家供应 04-29
- 上海穿刺器气密性测试台价格 04-29
- 上海印刷质量机器视觉检测设备出厂价 04-28